
铝型材挤压基本参数:
铝挤压机吨位为5000吨,挤压筒直径¢364mm,棒径¢355mm,挤压系数17,模具直径:¢530mm.
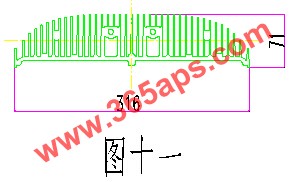
铝挤压难点分析:这个散热器铝型材几何尺寸较大,并且有多处装配位,在散热器齿上还分布有六个较小的空腔。从技术角度看该散热器铝材生产难度很大,主要问题可能出现“偏齿”现象,在乐呵呵才生产过程中,一旦发生偏齿现象,这套挤压模具将很容易报废。所以在该挤压模具设计过程中要解决的核心问题是齿的受力平衡问题。
为了解决偏齿问题,我们在5000吨铝挤压机上采用九个分流孔的挤压模具设计方案。为了降低挤压力,该方案同样采用了“前导孔”的结构设计,如图12所示。
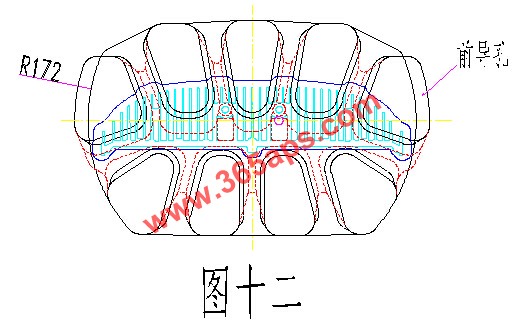
分流孔的布局以及铝型材在挤压模具中的摆放位置来看,每个小公头在各个方向上均有不同的分流孔为其供料,使小公头在各个方向上的受力得到平衡和抵消。避免了公头偏壁现象,同时,各个散热齿在不同方向上的受力也通过分流孔得到平衡,避免了偏齿现象的发生。通过生产实践证明,该铝型材模具上机后出料平稳,料头整齐,各个散热齿的壁厚均匀,成型情况良好,生产出的铝型材产品完全能够满足客户的要求。


