
今天,我们的任务就是对如下两方面做一个大体的认识:
一、高光模具所采用的原材料即胶料的特性作;
二、RHCM(Rapid Heat Cycle Molding)成形过程
SF Series原料的特性
SF Series 树脂的特征是具有较好的光泽与耐划痕的优秀射出成型性,可以在高级家电产品(LCD、TV)等美丽外观产品代表性使用等级,
◆ABS + Acryl 系列Alloy高光耐划痕素材
▲ ABS Base:成形产品的冲击强度以及射出性能提高 Acryl系列的射出温度是270℃ 水准,但使用ABS Alloy,在220℃至240℃范围内也可以成形。
▲Acryl base:Scratch Resistance Property(抗划伤能力)提高,因使用透明素材而上色性较好,一般树脂(ABS、PC、PC/ABS)2B以下水准比较弱。
▲ 添加剂 base:提高产品的品质稳定化,弥补稳定剂、润滑剂等产品成形及使用时的脆弱性。
◆ 耐Scratch(划伤):铅笔硬度H至2H水准(一般ABS:铅笔硬度4B至2B水准)
一般ABS的话具有铅笔硬度4B至2B水准的Scratch特性,因此通过模具腐蚀,喷涂等工程来补充完善,第一毛纺的SF-Scratch resistance产品是完全镜面模具,因此无SUPLAY工程,改善Scratch问题的新概念产品,通过Acryl系列树脂的Acryl技术导入以及使用最佳Formulation技术,即保有优秀的IZOD Impact(撞击)机械性质并具备有铅笔硬度F至2H水准的Scratch和Color ability(着色)较高,而Deep Black(深黑)及Deep White Color等Deep Color发现性较好的特殊的Grade(等级)。
RHCM成形过程:
RHCM是Rapid Heat Cycle Molding的省略语,中文意思即高速高热注塑模具。射出成型时瞬间把模具的温度上升到100~150℃,从而改善表面光泽,使Weld Line(熔接线)接触等效果体现出来之后,为了生产性急速冷却到20~40℃的冷却方法。
RHCM Process(成型过程):
型合(合模)→高温水蒸气INPUT→射出→水蒸气OUTPUT→注入冷却水(冷却)→清除冷却水(用高压AIR Cleaning )→型开(开模)→顶出→型合(合模)进入下一循环。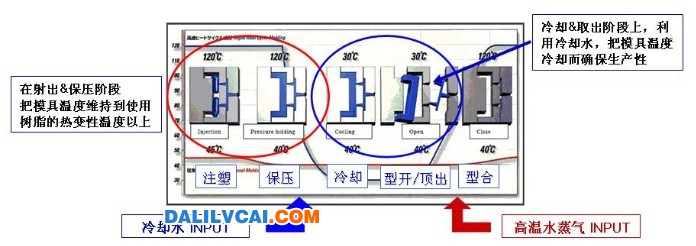
上一篇中(蒸汽模具(steam mold)内部培训教程(一))我们对高光模具所采用的原材料即胶料的特性以及RHCM(Rapid Heat Cycle Molding)成形过程以及有了一个初步的认识,那么,接下来我们要讨论到的是:
一、 Steam mold(蒸气模具)使用效果
二、RHCM方法上使用SF Series原料射出成形
Steam mold(蒸气模具)的使用效果
▲ Weld Line 解除
1、 射出成形时模具表面温度维持到适用树脂的变形温度以上,根据流入的方向,可以解除表面上发生的Weld Line

2、为不需要喷涂,看不到融合线,使Design Color(设计颜色)的自由度很大,可以应用在机电、OA仪器还有移动电话等很宽的范围。
▲表面光泽度及表面特性改善-蒸汽模具设计培训教程
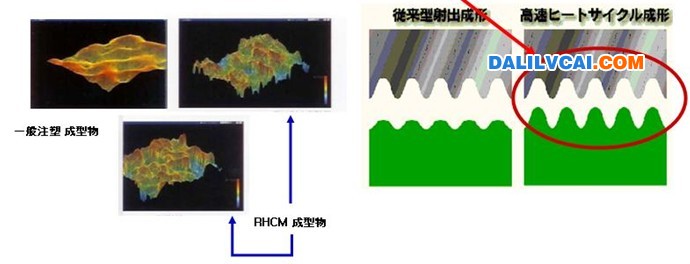
1、模具温度的上升加强模具表面和树脂的密贴性,改善成形品的表面光泽度(与一般成形对比5~10%以上),尤其是腐蚀面的显现比较优秀
2、射出成形时,保压工程上模具温度维持高温状态,因此模具面上树脂的特性渐渐变好,因此模具能够充分体现出来,对于腐蚀模具面的凸现比较优秀。
RHCM方法上使用SF Series原料射出成形
1、 使用目的:加工无Weld Line的高光泽外观成形品
1) Weld Line 解除:射出成形时模具的温度维持100~120℃水准,因此根据流入方向发生在成品表面的Weld Line 解除,因而实现无喷涂。
2) 美丽的外观品质:100~120℃水准的模具文帝,模具表面和树脂的密贴性加强二可以加工出表面 光泽度优秀的成形品。
2、不良率增加:无Weld Line 的高光泽镜面成形产品特性上,通常是生产start(起始点),管理性异物、Scratch(划伤)、Gas Silver(气纹/银纹)、外部污染物等引起不良,跟一般成形品对比多10倍。特别是初期生产时,因现场适应力有限而大部分的时候都达不到可生产的程度,这些现象可以通过导入初期成形方法,对原料的事前准备以及早期现场适应力提高并达到量产状态。1、 主要不良现象:以下4种现象,占据全部不良率的90%,并且把这4种不良最小化RHCM方法上SF Series原料适用射出成形,生产性也可达到与一般射出同等的水准。
1) 异物,VOID:gate cutting powder(浇口残留物)、油花、碳化物、模具表面累积物、灰尘粘贴等;
2) Scratch:模具表面问题、Ejecting(顶出问题)、Film(覆模)、拿取过程、包装等;
3) Gas Silver:原料干燥不充分、料筒H/Runner(流道)过热、异物混入、模具Gas vent(排气槽)堵塞等;
4) 印刷:熟练程度不足、Paint(油漆)及Silk screen(丝网)不适合等。
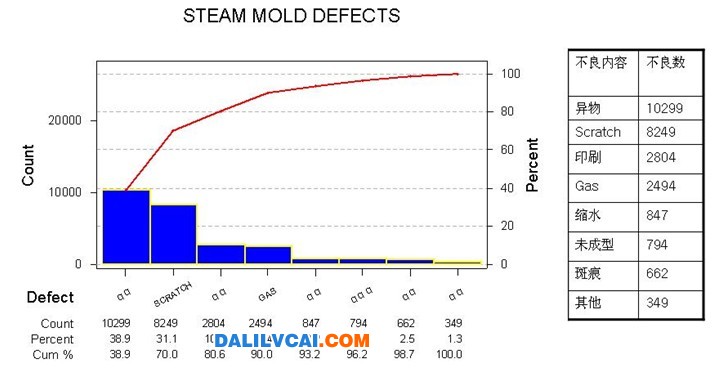
主要不良发生现况事例:
由表可看出,异物、Scratch、印刷、Gas等占不良总数的90%
上一篇中我们对Steam mold(蒸气模具)使用效果以及RHCM方法上适用SF Series原料射出成形做了一个讨论。我们今天将主要讨论成形加工之模具部分
一、成形加工之模具部分:
因表面是高光镜面,无喷涂关系,一旦发生异物污染引起的表面不良,相同的痕迹显示在成形表面最少出现3 shots(3啤)以上。
发生异物的第一原因是:累积在模具表面上的gas异物和油(油渍)粘在镜面上出现的现象,因此生产现场为了让油污和gas充分排出,周期性的清理gas vent(排气槽)、Parting Line(分型面)3次/日。一般在模具管理上最基本也是最重要的就是gas vent 和Parting Line清扫,在Steam Mold上也是最重要的模具管理基本。
模具镜面部是RHCM模具最需要特殊管理要求的部分,因此必须在指定的模具专家指导下进行Maintenance(维护)。
异物的第2原因是:Gate Cutting Powder(浇口残留物)占据相当部分, Curve Gate(俗称牛角进胶)的特性是:在Ejecting(顶出)过程中Gate部位与成形品分离而发生的小的残留物与下一个成品一起出来的现象。
一般来说,gate直径小的话射出比较困难,但没有Gate Cutting Powder(浇口残留物),相对的gate直径大的话虽然射出容易但液容易产生Gate Cutting Powder.
一般射出是以Φ1.2水准来进行管理,但是大型舍出品(如LCD TV)上使用流动性相对较低的原料,因此Φ1.5~Φ1.6水准时当做是正常,Φ1.8以上时发生Gate Cutting Powder.引起的异物不良,因此需要进行模具管理。
前面我们说到,当大持续生产(量产)时,Gate会变大,当达到Φ1.8以上时发生Gate Cutting Powder引起的异物不良,因此需要Gate Core交换等一系列管理,Gate Land长度越短越好(1mm)左右。


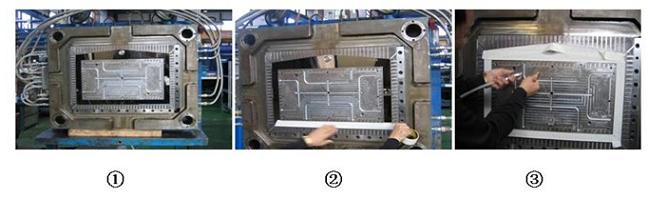
图片中我可以看出,Gate直径是非正常状态(折断状态非常不良)时发生很多Gate Cutting Powder,这些直接导致成形不良以及损伤模具表面。

图1的Gate 周围状态正常,但图2上的CURVE GATE(香蕉入水)周围可以看见很多划痕,这些伤痕是Gate Cutting Powder引起的,模具Closing阶段,碎片被压在模具表面上产生的伤痕。Gate状态比较
原料坚硬性质(Stiffness)较强,因此Gate状态非正常时,比起一般的ABS,更容易发生Cutting Powder现象。
在这一章节中,我们要讲到的有:
模具清扫作业标准
RHCM模具Cleaning(清洁)作业方法
Scratch(划伤)
模具清扫作业一般事项:
1、 Steam mold,在射出作业完了后必须使用专用洗净剂,清扫上下面,之后涂上专用防锈剂,保管在指定的场所。
防锈剂主要品牌有:SUMICO、 SPRAY、KB-2、BARRIER、 GUIDE PART2
洗净剂主要品牌有:DX CLEANER(OIL CLEANER)、山一(Yamaichi)
TOYO CLEANER(BRAKE&PARTS CLEANER) 东洋化学商厦
2、 SM模具保管中再射出时,把模具的CAVITY面用洗净剂洗净(利用DX CLEANER喷洒清除掉)。模具上已经涂布了的防锈剂以及异物清除后再使用。
3、 SM模具分解,组装作业时必须(CAVITY面保护用)MASKING处理后实施。
4、 SM模具CAVITY面上不要使用AIR GUN(风枪)。
5、 SM模具CAVITY面的树脂GAS痕迹:异物清除时用化妆用化妆棉弄上究竟后擦干净2次,利用柔软的化妆纸沾上#8000研磨膏去除。
6、 SM模具射出时要注意不要发生OVER PACKING(保压过大),分型面压伤时需要对CAVITY进行再抛光作业。
7、 SM模具清扫作业时,要指定熟练的担当者,不要随便指定人员。
1、 模具open之后,把Cavity侧垂直放置
2、 的镜面,用保护tape粘贴-——保护tape(胶纸):3M scotch masking tape
3、 按Cavity里面→外侧→分型面顺序来cleaning
4、
1) 使用AIR GUN(风枪)以及模具用油石(800号)解除粘贴的Gate chip(水口碎片)
2) 使用WD40及模具用油石,解除模具上粘贴的锈,特别是解除Gas Vent(排气槽)部的锈及异物
3) 用WD40来擦拭模具表面,以实现Cleaning及防锈效果
4) 擦干净AIR GUN使用最终面
5、 移除掉模具镜面上粘贴的保护用TAPE
6、 模具镜面部位,用化妆纸粘上Cleaner擦干净,往一个方向Cleaning

Scratch(划伤)
成形产品的表面高光泽、高镜面状态,因此Scratch现象大部分发生在管理方面,SF Series原料的开发原理是维持高光泽并且尽可能抑制Scratch,因本身是高光泽的,并且在拿取的过程当中发生得比较多,因此Scratch在全体不良率当中占居第2位。
主要发生原因如下:
√ 因模具结构的问题,Ejecting过程 Side面上发生
√ 产品取出过程中拿取不注意
√ Ejecting Curve Gate(顶出水口)发生粘模,取出时不注意的话会碰到模具高光面发生划伤
√ 模具打扫过程中,因熟练度不足,镜面发生Scratch现象
√ Gate Cutting Powder在射出过程的成形品表面上有伤痕的时候
√粉碎料力混入异物的时候
√ Film(覆膜)粘贴及解除过程拿取不注意
√印刷过程产品插拔过程中发生
为了减少特殊成形品表面的Scratch发生,现场作业的熟练程度是最重要的一点。
前面几章节先是讲了模具部分,接下来讲的是有关原料的部分,考虑到突出较好的高光泽、耐划痕的特性并且最大限度考虑到成形性的原料,在射出成形过程中要求进行充分的干燥,并且因为存在流动性较低、坚硬的质感、粘贴性较高等特性,所以有可能粘在Cylinder(炮筒)和Screw(螺杆)上。所以Cylinder停留以及温度的管理是减少黑点、减少异物最重要的现场管理点之一。
以下是射出成形过程中,使用SF Series原料时必要的知识,因此必须要熟知。
√ 需要充分的干燥;
√ 流动性要低;
√ 比一般原料坚硬(Stiffness);
√ 粘性较高;
√ Cycle(周期)过长,因此料筒内部比较容易引起碳化;
√ 在成形品上Sprue Runner(流道)为普通模具平均的35%水准;
√ 使用粉碎料是生产性也较好;
√ SF Series原料的粉碎料不可与其他原料(ABS、PC、PC/ABS等)混用;
√ 因高光泽,无喷涂成形品,所有粉碎料管成本很重要;
√ 其他原料混入或者注塑机料筒,Hot Runner上残留的其他原料的影响;
√ 产品表面出现得比较多;
√ 成形品上发生比较多的静电。
接下来是原料的干燥:
干燥不充分时发生Gas Silver
干燥机分为制湿干燥机和热分干燥机两种,并且2种均可使用,
制湿干燥机的话能够缩短干燥时间,效率也比较好,使用热风干燥机时,可以使用2个干燥机提高干燥效率。
| 区分 | 干燥温度(℃) | 干燥时间(HRS) | 特别事项 |
| 制湿
干燥机
|
75~80 | 2~3 | 时间根据Hopper(料斗)的容量和性能有差异。 |
| 热风
干燥机
|
75~80 | 3~4 |
 √注意事项:
√注意事项:用1台热风干燥机干燥时,为了提高干燥效率,把干燥温度超过85℃水准来向上调整时,内部可能发生硬团现象,因此需要特别注意。H/Dryer(热风干燥机)内部原料变硬的状态下干燥的话,原料Feeding不稳定,这是发生gas silver的原因。


