随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。根据“十五”规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。随着建筑市场的发展,有关部门提出了建筑节能50%的目标。并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。
其有两种形式:“穿条工艺”和“浇注工艺”。
 穿条工艺
穿条工艺
 浇注工艺
浇注工艺
“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的 。它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
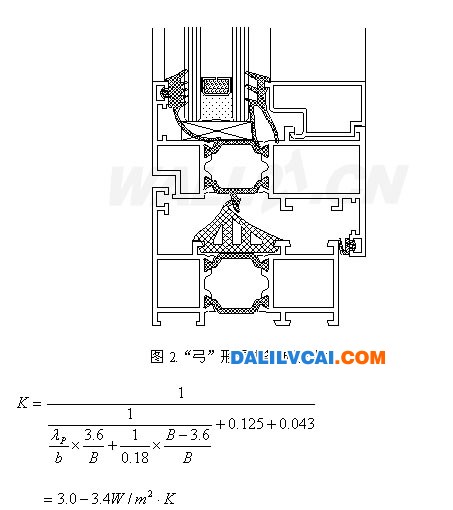
“浇注工艺”隔热节能技术起源于美国,1937年10月,第一个描述铝合金材料如何被进行隔热处理的专利诞生了。它的主要思想是将一种类似密封蜡的混合物浇注到门窗用铝材的中间,来进行隔热。与此同时,有关聚氨酯的专利在德国出现了。1952年,另一个专利被公开发布。该专利的发明者的想法是用粘结或机械力压紧的方法将某种未成型的高分子绝热聚合物固定在铝合金型材专用的断热槽中。然后,就象今天大家看到的那样,将铝合金型材槽底连接部分切除,这种方法就是今天“浇注工艺”技术的雏形。目前,国内有不少厂家引进了浇注设备,其中包括进口和国产的,这些厂家大多是有进穿条式设备的同时引进浇注式设备的。
一、“穿条式”VS“浇注式”工艺对比
(1)生产工序
穿条式隔热铝型材一般分开齿、穿条、滚压三道工序,现在也有设备厂家把开齿和穿条放在一台设备上来完成,称为“二步法”。
开齿:是用一台带有硬质滚齿轮的设备将铝型材上要穿隔热条的部分滚出齿来。目的是通过滚齿使型材的粗糙度增加从而提高组合后型材的剪切力。由于型材分为内外两个部分,根据生产的需要,开齿设备一般是两台。
穿条:是把隔热条穿到型材上,把内外两部分型材连起来,为下一步滚压作好准备。一台设备即可。
滚压:该工序又分为导向及预夹紧、主要夹紧、校直(水平方向、垂直方向)三个工步,是确保成品型材的紧密度和垂直度的关键。
(2)生产工序
“浇注工艺”是把表面处理好的铝型材通过行走系统做直线运动,使铝型材的隔热槽经过浇注机的浇注头下方时,液体隔热材料流到隔热槽内,经过一段时间的凝固后再进行切桥。