
1 概述
铝型材按照断面形状可以分为实心型材、半空心型材、空心型材三大类。半空心型材一般都呈“U”形状,具有三面被包围、一面开口的形状特征,如图1 所示。型材上这种三方被包围、一面开口的部分,被称之为空间面积,这个空间面积从模具(凹模)方面来看,就是悬臂梁,因此,这种半空心型材模具也被称为悬臂模。
常见的半空心型材挤压模具使用的是实心类的平模结构,这种模具由单一的凹模组成,结构简单、有效,但是对于大型、复杂、高舌比的半空心型材,这种平模结构却存在很多问题,在型材质量和模具寿命方面都难以满足生产要求。目前,导流模被广泛应用于这些高难度悬臂类挤压模具结构中,并取得了很好的效果。本论文以简单U 形悬臂模具及其挤压工艺为例,系统的研究了不带导流和带导流两种不同铝型材悬臂模挤压成形过程的特点和规律,对比分析了两种模具结构对金属流速、型材质量和模具强度的影响程度,获得了与实际生产经验一致的结论。

图1 半空心型材截面示意图
2 有限元模型的建立
针对多个不同形状的U型铝型材挤压悬臂模具,分别建立了不带导流和带导流类型的多种铝型材稳态热挤压仿真模型,如图2所示。铝合金材料选用常见的6063合金,将模具看作可变性的弹塑性体,选用常用的H13 钢材料。采用四面体单元对挤压过程中材料流经的所有区域和挤压模具本身进行网格划分,单元数控制在80万以内,用HyperXtrude 8.0求解器进行求解计算,具体挤压工艺参数如表1所示。

图2 U 型悬臂模稳态热挤压仿真模型
表1 挤压工艺参数
表1 挤压工艺参数

3 分析结果
3.1 型材流速
型材流速不均会造成型材拱起、凹陷、扭拧等变形问题,因此控制铝型材挤压成形中的流速均匀性非常重要。由于U 形半空心型材的三条边中有两条远离中心,有一条靠近中心。不带导流的情况下,即使工作带高度设置合理,也难以避免出现型材中间流速比较快、而两端的流速稍慢的现象,特别是悬臂的根部所在位置的流速非常慢,如图3(a)(b)所示。导流孔能起到对金属进行预分配的作用,从而可以有效的控制三条边的流速,因此,带导流的情况下型材流速更均匀,甚至有可能出现中间比两端慢的情况,如图2(c)所示。
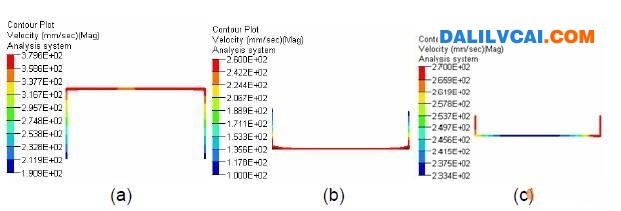
图3 U形悬臂模挤压成形中的型材流速特征
3.2 型材壁厚
壁厚超差是悬臂类模具挤压过程中经常面对的问题。壁厚超差主要是由于凹模模孔的变形引起的。当凹模模孔缩小时,型材壁厚会减薄,而凹模模孔放大时,型材壁厚会增加。悬臂的受力状态决定了凹模模孔的变形方式和变形大小。悬臂的受力主要来自受挤压的铝合金材料和模垫,按照作用功能可以分为两大类,第一类是由铝合金材料流动形成的压力和模垫的支承力所构成的镦粗力,第二类是由于材料压力和模垫支承力不等而造成的弯曲力。镦粗变形会使得模孔缩小,而弯曲变形会使得模孔放大。
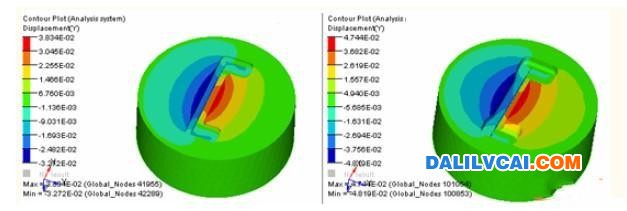
图4 不带导流的U 形悬臂模凹模Y 向变形结果
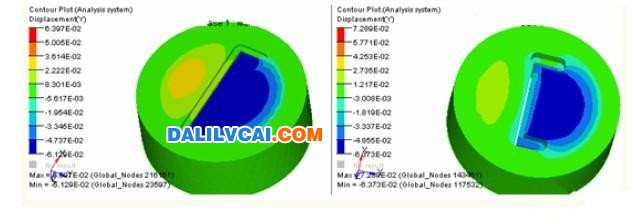
图5 带导流的U 形悬臂模凹模Y 向变形结果
图4和图5 的分析结果显示,在不带导流的情况下,模孔会不同程度的缩小,而带导流的情况下,模孔却是不同程度的放大,二者刚好相反;图6是模孔局部地方的放大图,蓝色线条代表的是模孔的原始形状,红色阴影则是变形后的模孔形状,可以很清晰的看到,不带导流模情况下,凹模悬臂向内偏移,而带导流模时凹模悬臂向外偏移。这一结果得到生产实际的验证,生产结果显示,不带导流的U 形悬臂模的型材壁厚一般会减薄,而带导流模的U 形悬臂模的型材壁厚一般会增加。
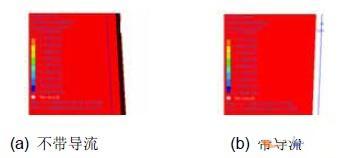
图6 凹模模孔变形结果局部放大
3.3 模具受力
所有分析结果显示悬臂根部局部地方很容易出现应力集中,如图7 圆圈所示位置,这些应力值都已经大大超出了模具材料的屈服强度极限,因此实际挤压过程中这些地方很容易形成局部微裂纹,加速模具的报废。
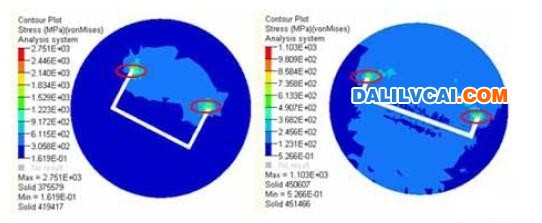
图7 凹模应力分析结果
分析结果显示,加上导流模能大大降低凹模悬臂上的应力集中程度,如图8 所示。不带导流模时,应力集中最大达到2234Mpa,而加上导流模时,应力集中最大值只有830.4Mpa。分析结果还显示,不带导流时的挤压力为10471KN,而带导流模时的挤压力为9256KN, 比不带导流情况小了1215KN,减小幅度为11.6%。因此,导流模不仅可以减小挤压力,而且可以提高模具强度。
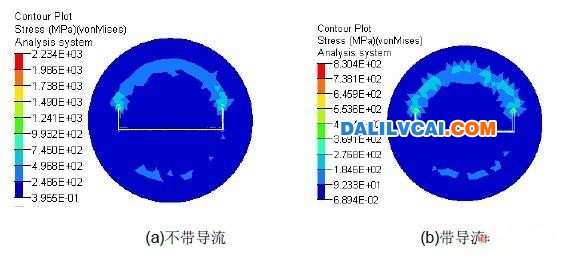
图8 不带导流和带导流情况下的凹模应力结果比较
4 结论
以上的仿真分析结果表明,不管是从型材流速来看,还是从型材质量或者模具强度来看,带导流的悬臂类模具结构都比不带导流的悬臂类模具结构好,设置导流不仅能有效调节金属流速,而且可以改变悬臂的受力状态,控制挤压过程中悬臂镦粗变形和弯曲变形量之间的平衡。因此,设计合理的带导流模或者分流模结构的悬臂模类挤压模是大型、复杂、高舌比类半空心铝型材生产的有效措施。