1 范围
本标准规定了汽车车轮(以下简称“车轮”)用铸造铝合金的技术要求与检验规则。
本标准适用于车轮金属型铸造用铸造铝合金。摩托车车轮用的铸造铝合金也可参照本标准使用。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有修改单(不包括勘误内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 228 金属材料 室温拉伸试验方法(GB/T 228—2002,eqv ISO 6892:1998)
GB/T 231.1 金属布氏硬度试验 第1部分:试验方法(GB/T 231.1—2002,eqv ISO 6506-1:1999)
GB/T 1173 铸造铝合金
GB/T 7999 铝及铝合金光电直读发射光谱分析方法
GB/T 8063 铸造有色金属及其合金牌号表示方法
GB/T 8170 数值修约规则与极限数值的表示和判定
GB/T 20975.3 铝及铝合金化学分析方法 第3部分:铜含量的测定(GB/T 20975.3—2008,ISO 3980:1997,MOD;ISO 796:1973,IDT;ISO 795:1976,IDT)
GB/T 20975.4 铝及铝合金化学分析方法 第4部分:铁含量的测定 邻二氮杂菲分光光度法(GB/T 20975.4—2008,ISO 793:1973,MOD)
GB/T 20975.5 铝及铝合金化学分析方法 第5部分:硅含量的测定(GB/T 20975.5—2008,ISO 808:1973、ISO 797:1973,MOD)
GB/T 20975.7 铝及铝合金化学分析方法 第7部分:锰含量的测定 高碘酸钾分光光度法(GB/T 20975.7—2008,ISO 886:1973,MOD)
GB/T 20975.8 铝及铝合金化学分析方法 第8部分:锌含量的测定(GB/T 20975.8—2008,ISO 1784:1976、ISO 5194:1981,MOD)
GB/T 20975.10 铝及铝合金化学分析方法 第10部分:锡含量的测定
GB/T 20975.11 铝及铝合金化学分析方法 第11部分:铅含量的测定 火焰原子吸收光谱法(GB/T 20975.11—2008,ISO 4192:1981,MOD)
GB/T 20975.12 铝及铝合金化学分析方法 第12部分:钛含量的测定(GB/T 20975.12—2008,ISO 6827:1981,MOD;ISO 118:1987,IDT)
GB/T 20975.14 铝及铝合金化学分析方法 第14部分:镍含量的测定(GB/T 20975.14—2008,ISO 3979:1977、ISO 3981:1977,MOD)
GB/T 20975.16 铝及铝合金化学分析方法 第16部分:镁含量的测定(GB/T 20975.16—2008,ISO 2297:1973、ISO 3256:1977,MOD)
GB/T 20975.17 铝及铝合金化学分析方法 第17部分:锶含量的测定 火焰原子吸收光谱法
GB/T 20975.18 铝及铝合金化学分析方法 第18部分:铬含量的测定(GB/T 20975.18—2008,ISO 3978:1976、ISO 4193:1981,MOD)
GB/T 20975.21 铝及铝合金化学分析方法 第21部分:钙含量的测定 火焰原子吸收光谱法
JB/T 7946.3 铸造铝合金金相 铸造铝合金针孔
3 要求
3.1 车轮用铸造铝合金的牌号
车轮用铸造铝合金的牌号表示方法按GB/T 8063的规定执行。
3.2 车轮用铸造铝合金的代号
3.2.1 车轮用铸造铝合金的代号按以下方法表示:

3.2.2 车轮用铸造铝合金的代号示例:
ZL101A-0表示未变质的优质铸造铝合金第1系列。
ZL101A-1表示锶变质的优质铸造铝合金第1系列。
3.3 合金状态代号
F表示铸态;
T6表示固溶处理牛淬火+人工时效。
3.4 车轮用铸造铝合金的化学成分
3.4.1 车轮用铸造铝合金的化学成分见表1,杂质含量见表2。
3.4.2 成分分析数值的判定,采用修约比较法,数值修约按GB/T 8170有关规定执行,修约数位应与表1及表2中所列极限值数位一致。
3.5 车轮用铸造铝合金的变质处理
3.5.1 通常情况下,车轮用铸造铝合金采用锶变质处理。
3.5.2 在不降低合金工艺性能且合金力学性能不低于锶变质合金的前提下,允许采用其他变质剂和其他变质方法进行变质处理。
3.6 车轮用铸造铝合金力学性能
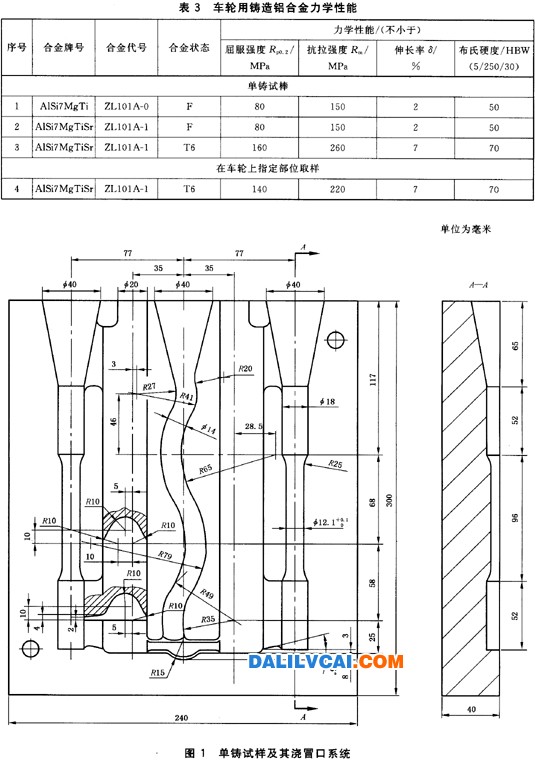
3.6.1 车轮用铸造铝合金的力学性能见表3。
3.6.2 车轮用铸造铝合金的力学性能采用金属型单铸试样检验其力学性能,试样直径为φ12±0.5mm,标距为直径的5倍,试样及其浇冒口系统如图1所示。
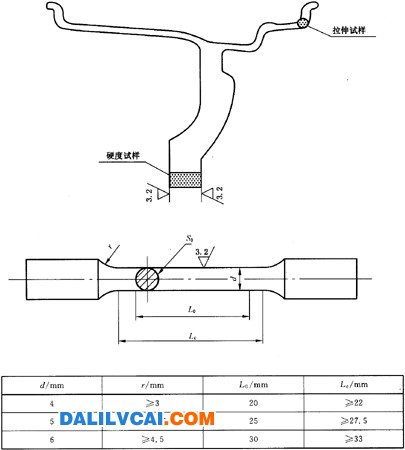
3.6.3 经供需双方协商后,车轮用铸造铝合金力学性能试样还可从同炉铸件上切取本体试样检验,如试样从本体上取样,取样位置及试样尺寸如图2所示,指定部位的抗拉强度和伸长率要求见表3。
3.6.4 当设计部门或用户要求车轮本体试样的力学性能高于表3中的要求时,应与供方协商确定。
3.7 车轮用铸造铝合金锭还应满足以下规定
3.7.1 铸锭表面应整洁,不允许有霉斑及外来夹杂物,但允许有轻微的夹渣及修整痕迹,或因浇注收缩而引起的轻微裂纹存在。
3.7.2 铸锭断口组织应致密,不允许有熔渣及夹杂物。
3.7.3 铸锭针孔度(不包括疏松和缩孔)不大于JB/T 7946.3规定的二级。
3.8 热处理
车轮用铸造铝合金的热处理按T6进行。
4 检验规则
4.1 化学成分
4.1.1 在一个熔炼炉批次中,合金浇注开始前,应先浇注化学成分分析试样并进行测定,待化学成分合格后再进行浇注。当浇注持续时间超过4h时,在第二个4h开始时另浇注化学成分试样,以此类推。当全部合金浇注完之后,也要进行一次化学成分试样检验,确保最后浇注的铸件化学成分合格。化学成分分析试样也可直接取自铸件。
4.1.2 一个熔炼炉批次合金,化学成分试样首次送检一个,如符合3.4的规定,则该炉批次合金化学成分合格,如不符合3.4的规定,再次送检两个试样,如这两个试样都合格,则该炉批次合金化学成分合格,否则不合格。
4.1.3 车轮用铸造铝合金化学成分按GB/T 7999或GB/T 20975.3—20975.5、GB/T 20975.7~20975.8、GB/T 20975.10~20975.12、GB/T 20975.14、GB/T 20975.16~20975.18、GB/T 20975.21进行检验,在保证分析精度的条件下,允许使用其他方法检验。
4.2 力学性能
4.2.1 力学性能的单铸试样及切取铸件本体试样应符合3.6.2、3.6.3的相应规定。
4.2.2 在一个熔炼炉次中,在全部铸件浇注持续时间一半时浇注力学性能试样。亦允许全部铸件浇注之后浇注力学性能试样。当浇注试样超过8h时,在第二个8h以内中间另浇注力学性能试样送检,依此类推。
4.2.3 一个熔炼炉批次合金,铸态力学性能试样首次送检一根,测定其力学性能,如符合3.6规定,则该炉合金力学性能合格,如不符合3.6规定,再次取两根试样重新送检,如两根试样都合格,则该炉批次合金铸态力学性能合格,否则不合格。
4.2.4 一个熔炼炉批次合金热处理状态力学性能试样送检方法按4.2.3进行。当不合格时,允许重复热处理及检验,但重复热处理一般不超过两次。
4.2.5 单铸力学性能试样的热处理必须与同一批次浇注的铸件采用同一热处理工艺进行。
4.2.6 单铸力学性能试样采用车削除去铸皮的试样,送检试样直径为10±0.1mm,标距直径为试样直径的5倍。
4.2.7 当目测发现单铸力学性能试样存在铸造缺陷时,或由于试验本身问题造成检验结果不合格时,可以不计人检验次数中,此时应更换试样重新送检。
4.2.8 硬度试块取样,可取自单铸力学性能试样夹持端。在车轮本体上取样时,取样部位如图2所示。
4.2.9 当由于硬度不合格而重复热处理时,除检验硬度外,还应按原要求检验单铸试样或切取试样的抗拉强度和伸长率。
4.2.10 拉伸试验按GB/T 228执行。
4.2.11 硬度检验按GB/T 231.1执行。