
摘要:通过用扫描电镜等方式检测PCD刀具的性能,并与天然金刚石的相关参数进行比较,阐明了PCD刀具的优异性能。通过PCD刀具对碳化硅高比强颗粒增强铝基复合材料的试验,考察了切削速度对切削力、切削温度、刀具耐用度和切削长度的影响,总结出高硅铝基复合材料切削中的合理切削速度。指出,在一定的切削条件下,当切削速度V=30~40m/min时,可获得良好的综合效益。
关键词:PCD;切削速度;切削性能
1前言
随着航空航天技术的发展,对材质轻量化、高强度的要求日益提高。高刚度、高强度颗粒增强铝基复合材料是一种新研制出的能满足特殊物理性能和要求的轻型合金材料,它具有高的强度、刚度和优良的高温力学性能,但材料中含SiC成分较大,对刀具磨损有较大影响,以高速钢和硬质合金材料为主的刀具在切削时日益暴露出不足之处。金刚石与其他材料比较,在硬度、导热系数、热膨胀系数和摩擦系数方面均具有不可比拟的优越性能。金刚石与各种金属材料、非金属材料配对摩擦的摩擦量仅为硬质合金试件的1/50~1/800[1]。极低的摩擦系数不仅可减小切削力和变形量,而且在切削时不易产生积屑瘤,从而可获得良好的加工表面质量。
PCD(多晶金刚石)刀具是新兴的超硬刀具材料,由经过精选的人造金刚石微晶体在高温高压下烧结而成。烧结过程中由于添加剂的加入,使金刚石晶体间的形成以TiC、SiC、Fe、Co和Ni等为主要成分的结合桥,金刚石晶体以共价键的结合形式牢固地嵌于结合桥构成的坚强骨架中,使PCD的硬度和韧性大大提高,所以PCD刀具有金刚石的高硬度,韧性却比单晶金刚石高,刀片基体又有高的抗弯强度。用复合金刚石刀片进行车削加工,为碳化硅铝基复合材料精加工提出一种新的高效加工方法[2,3]。
本文通过考察切削速度对切削力、切削温度及刀具寿命的影响,总结出PCD刀具对切削这种材料过程中存在着合理的切削速度范围。
2试验方法
试验在CKM6132精密型车床上进行。测力时采用了Kistler测力仪、Kistler电荷放大器及SC16型光线示波器组成的测力系统。
试验所采用的试件为航天用制件,其材料力学性能参数见表1。试验刀具用美国通用公司生产的粗颗粒PCD复合片制成,其几何参数及力学性能参数分别见表2和表3[2]。
表1碳化硅铝基复合材料的力学性能参数
| 密度g/cm3 | 硬度HB | 抗拉强度MPa | 抗压强度MPa | 抗弯强度MPa |
| 2.76 | 137 | 317 | 470 | 95800 |
表2PCD刀具的几何参数
| 前角 | 后角 | 主偏角 | 刀尖圆弧半径 |
| -6° | 6° | 70° | 0.1mm |
表3PCD刀具的力学性能参数
| 硬度HV | 抗弯强度MPa | 抗压强度MPa | 弹性模量GPa | 热膨胀系数10-6/°C | 导热系数W/m。k |
| 6500~8000 | 2800 | 4200 | 560 | 1.2~4.5 | 100~109 |
试验在CKM6132精密型车床上进行。测力时采用了Kistler测力仪、Kistler电荷放大器及SC16型光线示波器组成的测力系统。
3切削速度对加工碳化硅铝基复合材料的影响
3.1切削速度对切削力的影响
图1为采用乳化液作为切削液时切削速度与静态力之间的关系曲线(进给量f=0.12mm/r,切削深度a=0.10mm)。从图中可以看出,三向切削分力Fy,Fx和Fz均随切削速度V的增大而增大,且Fy远远大于Fx和Fz,这与金属切削情况截然不同,之所以出现这种情况,一般认为由于此复合材料含有较高成分的SiC,具有极高的硬度所致。另外,此复合材料的抗压强度大于抗拉强度也导致Fy远大于其它两次分力。在切削过程中产生崩碎切削、且集中在刀具附近,切削与前刀面的接触面积小,摩擦力较小,切削去除的方式是脆性断裂,这些因素导致Fz较小。
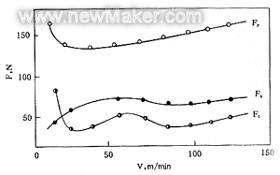
图1切削速度对静态力的影响
随着切削速度的增加,材料的应变率增大,单位时间内的切削体积增大,导致切削力随切削速度的增大而增大。
图2所示切削速度对切削碳化硅铝基复合材料时动态力幅值的影响,从图中看出,切削碳化硅铝基复合材料时,振动现象十分明显,这是由于Fy是影响振动的主要因素,在切削复合材料时,Fy又远大于其它两项分力,从而导致系统产生振动。碳化硅铝基复合材料中硬度分布不均匀,在一定程度上加剧了振动。
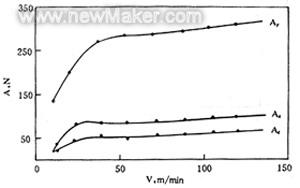
图2 切削速度对动态力的影响
3.2切削温度试验结果及分析
M.Lee[4]在研究PCD刀具切削碳化硅铝基复合材料的磨损机理时发现,PCD刀具的硬度随温度升高而降低,当温度到达700℃时,PCD开始石墨化,硬度迅速下降,刀具失效,因此,复合材料切削必须严格控制切削温度。一般来说,切削速度是切削温度最主要的影响因素。在复合材料切削过程中,随着切削速度的提高,切削温度明显升高,在试验中还发现,当切削速度大于40m/min时,切削温度达到500℃,刀具磨损加剧,已不能再继续切削,这是由于所测温度为距刀尖2mm以上的温度,当测量点温度达到500℃时,刀尖的温度已达到700℃,PCD已开始石墨化,所以切削碳化硅铝基复合材料时切削速度不能大于40m/min。
3.3切削速度对刀具耐用度的影响
切削速度向来是影响刀具耐用度最主要的因素,切削碳化硅铝基复合材料也不例外,从图3可以看出,在双对数坐标中,V-T在V=30~50m/min范围内呈线性关系,而在低速(20m/min)及高速(96m/min)时均不满足此规律,这与切削金属时切削速度对刀具耐用度的影响规律类似。从图中看出,刀具寿命随着切削速度的升高急剧下降。刀具磨损主要表现为刃口上的微小晶粒在切削力作用下首先脱落,在刃口附近出现凸凹不平的脱落痕迹,形成刀具刃口磨损。由于车削碳化硅复合材料时刀具所受径向切削力较大,碳化硅复合材料中又存在较多的碳化硅硬质相,两者共同作用造成刀具后面磨损。刀具磨损到一定程度刃口变钝,切削力剧增,继续切削,则将出现刀尖崩刃,最终导致刀具报废。
图3切削速度对刀具耐用度的影响
图4和图5分别示出在切削速度为50m/min时PCD刀具切削2min后的前后面磨损形态的扫描电镜照片,表明刀具已发生严重的剥落磨损。通过上述分析,采用PCD刀具切削高硅铝基复合材料时推荐选用30~40m/min左右的切削速度。
图4刀具前面的磨损形态×50 图5刀具后面的磨损形态×50
4切削速度的合理选择
通过上述分析可知,加工碳化硅铝基复合材料的切削速度存在最佳范围。低于或高于这个范围,刀具的寿命都会急剧降低,较低的切削速度还会导致表面粗糙度增大,图6所示为切削速度同切削长度(L)及刀具耐用度(T)的关系。从中可以看出,当V=30~40m/min时,切削长度最长,刀具寿命也较高。此时静态和动态力幅值也较低。尽管在这个速度下切削效率不是很高,但刀具成本、切削长度、表面粗糙度和切削力等均处于较佳状态。因此采用PCD刀具切削碳化硅铝基材料时,推荐的合理切削速度范围为30~40m/min。
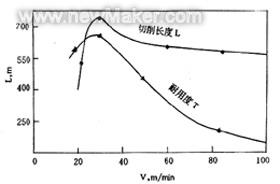
图6切削速度对切削长度、刀具耐用度的关系
5结论
(1)在切削高硅铝基复合材料时,随着V的提高,静态切削力增大,FyFx>Fz。振动现象较明显,切削温度升高,刀具磨损加剧,严重影响刀具寿命。
(2)PCD刀具在切削碳化硅铝基复合材料时存在合理的切削速度范围,较低或较高的切削速度都会显著降低刀具耐用度,推荐采用大约在30~40m/min这一切削速度范围,在此范围内各项性能指标都处于较佳状态。