
申请单位 制造一部 申请时间 2011.10.12 使用年限 30年 模具名称 落料模 模具编号 Y1-3166 产品型号 MB30S/M-63 零件代号 CY8.233.102 零件名称 连杆 产品名称 塑壳式断路器 报废原因: 【外发产品】 由于模具在生产过程中严重磨损,无法修复,导致17.5±0.08尺寸无法满足产品的工艺技术要求。鉴于此,为了保证生产任务能按期完成及能让我们的产品有更好的质量保证,同时也为了能更好地满足客户的质量要求,在此对该模具申请重新开新模具。 申请人: 审核人: 工程部意见: 签字: 技术总监意见: 签字: 备注
关于冲压JK331点火锁止杠杆落料模具报废---责任处罚通告
说明:2011年12月17日冲压车间生产JK331点火锁止杠杆时,在落料模具的安装和调试过程中,因上模顶杆行程未调整到正确位置,生产时零件无法完全顶出,造成多个零件堵在上模模腔中,导致上模堵破;经模具车间鉴定:无法修复,判定报废。 此事件体现我们管理和技能的缺失,也给公司造成经济损失。为能使各级责任人
担当责任,
警戒各级管理者
工作负责。故做出如下经济处罚: 生产部:第一责任人:王 芳(副主任)有管理不到职责:处罚100元 第二责任人:华崇智(代部长)有督导不利职责:处罚 50元 以上,请全体同志引以为戒,对工作负起责任,努力提高自身技术水平,并对类似问题进行整改(由宋涛制定校模操作指导书,与模具车间.工艺科评审发布); 制定: 总经办 批准: 2011.12.26
分 发:各部.科.车间并张贴新坊.鲍一 门口 抄 送:戴总 发布日期:2011.12.26 执行日期:2011.12.26
冲压模报废模具作业流程
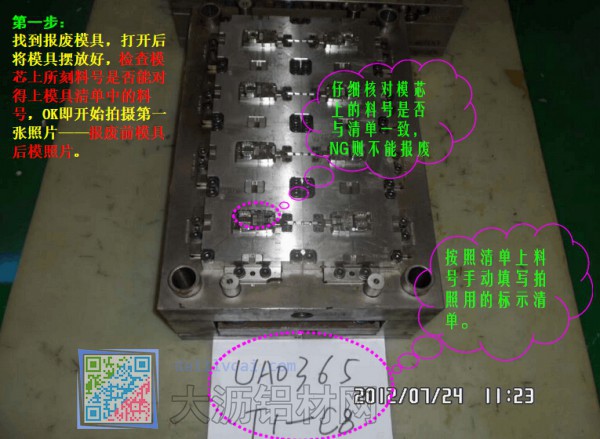
第一步,找到报废的冲压模具,打开后将模具摆放好,检查模芯上所刻料号是否能对得上模具清单中的料号,OK即开始拍摄第一张照片。-报废前冲压模具后模照片,并仔细核对模芯上的料号是否与清单一致,NG则不能报废。且按照清单上料号手动填写拍照用的标号清单。
第二部
报废前冲压模具前照片。
以T2-C4为例,T2代表复制模第二套,C4代表模具穴数。

第三步,找到模具铭牌侧,对照铭牌侧拍下整套后模的照片,如没有铭牌,只需拍下后模番号即可。

第四步 拍下冲压模具报废后的后模整体照片

第五步 拍下模具报废后的前模整体照片,模具报废力度要够狠够暴力,拍照要有Edison的水准,所有穴号全部展现。

第六步 拍下冲压模具报废后的前后模合在一起的整体照片



