
1、 在线精密淬火因素考虑
1)、足够的冷却速度范围
只有足够的冷却速度,才能确保 过饱和固溶体被固定下来不分解,防止强化相析出,才能保证型材淬火时效后的力学性能达到最佳水平。要达到 足够的冷却速度,就要配置合理的冷却源、冷却长度以及冷却密度。冷却源就是指风机、水泵以及相应的冷却介 质。冷却长度就是指风口、喷管或水槽的长度。冷却密度就是指风口或喷头的分布密度。而这三方面都要根据该 生产线所生产型材的最大线密度、不同合金的淬火对冷却速度敏感性强弱以及挤压出材的速度综合计算来确定。 所生产的型材线密度越大、合金的淬火对冷却速度敏感性越强、挤出速度越快,所要配置的风机和水泵越大,淬 火区的长度就要越长,用水作介质的水温就要越低。当低温的水都满足不了冷却速度的情况下,还可以在水中加 入不同的溶剂来调节水的冷却能力。比如聚乙醇,通过调节聚乙醇水溶液的浓度来控制冷却速度。
2)、型材截面的冷却速度保持基本一致
只有冷却速度基本 一致,才能确保型材淬火效果基本一致,从而保证型材性能的均匀性,有效减少型材的变形和弯扭。要保证型材 截面周向的冷却速度一致,就要保证截面周向冷却强度能够根据型材截面结构情况、壁厚的厚薄进行调节。比如 壁厚较厚的一侧需要冷却强度高,壁厚较薄的一侧则需要冷却强度低些,这样就可使得型材截面同一时间内冷却 到相同的温度。
而要保证型材纵向的淬火强度一致,就要保证纵向上所受的冷却时间 一致,也就是纵向上每部分通过淬火区的有效冷却时间一致。
3)、适应不同型材截面 宽高比的变化
特别中大型挤压机所生产的型材截面宽高比变化非常大,当生产板材时 ,宽高比可能达到100:1以上,而生产管材或棒材时,宽高比可能是1:1。在这么大的宽高比变化情况下,如何保 证型材上下左右各个表面与风口和喷头之间的距离合适,从而保证有效的冷却速度和减少能耗。
4)操作性比较强,能方便操作人员进行调节控制。
5)在满 足以上四点的前提下,如何有效降低运行的成本。
2、两种新的在线淬火装置
为解 决以上的问题,我们设计了两种不同形式的在线淬火装置。一种是针对中大型(1650t以上)挤压机配套的,另 一种是针对中小型(1650t以下)挤压机配套的。因为中大型挤压机所生产的型材截面相对较大,比较容易实现 型材上下左右四个方向冷却差异化控制。而中小型挤压机所生产的型材截面相对较小,实现型材上下左右四个方 向冷却差异化控制相对较难,所以要有针对性的设计不同的方案。
1)、 中大型挤压 机配套在线淬火装置的功能特点
a、风冷、风雾混合、雾冷、高压喷水四合一的功能
我们采用风冷、风雾混合、雾冷、高压喷水四合一的功能,每一种功能都可以根据需 要进行大小调节,形成从弱到强无级变化的冷却强度,适应不同合金不同壁厚对冷却强度的不同需求。比如一般 生产薄壁的6063合金型材时采用风冷,生产厚壁6063合金型材或薄壁6061合金型材时采用风雾混合,生产中薄壁 6061合金时采用雾冷,生产厚壁6061合金型材时采用高压喷水。
冷却源的配置,要根 据该机台生产的型材米重、挤出速度、合金淬火对冷却速度敏感性强弱等因素来决定。型材米重越大、挤出速度 越高、合金淬火对冷却速度敏感性越强,风机和水泵的功率就越大、淬火区的长度也就越长。
为什么要采用风雾混合?主要因为挤压车间的气温比较高,纯风冷时,哪怕风压、风 量很大,冷却速度也不高,并且能耗很大。如果直接用雾冷或水冷,相对部分合金型材的冷却速度又过高,型材 容易变形。而用风雾混合,既能获得比风冷强很多的冷却效果,又能降低风机的能耗,从而获得合适的冷却速度 。
b、周向多路冷却布置并冷却强度差异化调节
为了解决截面周向冷却的均匀性, 围绕挤压机中心线平行分布若干路风口和喷头(如图1所示),具体多少路要根据具体生产线所生产的型材截面 宽度来确定。每一路风口和喷头都可单独调节风量或水量,以满足不同合金和壁厚所需要的冷却速度,确保截面 上各个位置淬火均匀。这对确保型材性能均匀和有效减少型材变形起到关键作用。
图1 周向多路冷却强度差 异化调节
c、纵向分段调节及顺序启闭功能
纵向的每段冷却强度可以单独调节。当个别 型材淬火时特别容易变形的,光用
以上两种功能还无法满足时, 还可以将纵向的前段冷却强度调小,后段的冷却强度调大。这样既可保证型材得到充分的冷却,又可以减少型材 变形。
为了解决型材纵向淬火的一致性,各路风口和喷头在纵向上分若干段(如图2所 示),具体多少段要根据具体生产线需要来确定。每段都有独立的控制阀来控制。换棒停止挤压时,从冷床往挤 压机方向按顺序分段关闭;换棒开始挤压时,从挤压机往冷床方向按顺序分段开启。这样就可以使得型材纵向的 冷却时间基本一致,从而确保型材纵向的性能比较均匀,减少纵向的弯扭。
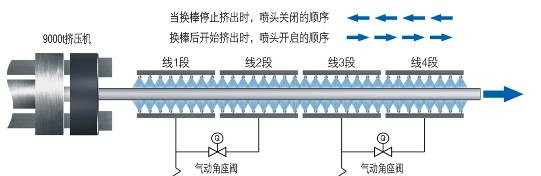
图 2 纵向分段调节及顺序启闭功能
d、顶部风口(喷头)与侧风口(喷头)上下位移调节
为了解 决型材宽高比变化过大,引起上下左右风口或喷头与型材表面之间距离变化过大,我们将上部的风口和喷头与左 右的侧风口和侧喷头设计成分离的,并且相互间可以移动(如图3所示)。这样就可以根据型材的宽高比来调节 风口或喷头与型材表面之间的距离,确保上下左右各路风口和喷头与型材各表面保持合适的距离和位置,提高冷 却的精准度和减少能耗的损失。
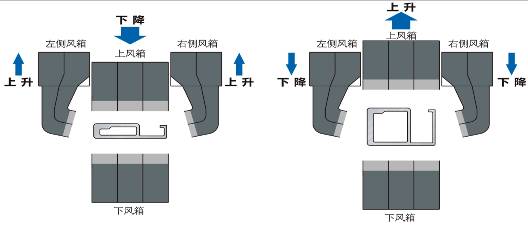
图3 风门和两侧风 口上下错位调节
e、辅助牵引头
在淬火作业中,牵引机一般不适宜进入淬火区 ,特别是水冷作业。如果牵引机进入淬火区,淬火装置就难以正常工作,通过淬火区的这段型材就无法得到正常 的淬火,将会造成该段型材的浪费。在牵引机不进入淬火区,而又能实现牵引和淬火同时进行,就采用辅助牵引 头(图4所示)。当生产第一根铸棒时,用辅助牵引头牵引着型材,用牵引机牵引着辅助牵引头,并且淬火装置 正常工作。
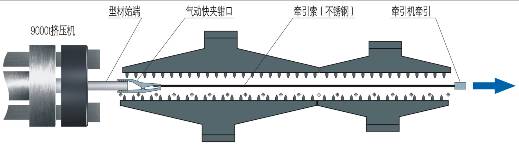
图4 辅助牵引头
f、人机界面控制及参数记忆功能
为了方便操作人员的控 制,在线淬火装置所有的动作和工艺参数均可通过人机对话来进行控制,友好的操作界面(图5所示)非常适合 国内工人使用。
为了提高调节的效率,减少因调节过程不当所产生的废品,控制系统特别设计了自动记忆功 能。每次生产的型材,当认为淬火的工艺参数比较合理时,可
启 用记忆功能将该组参数记忆下来,下
次再生产该型材时,只要录入该型材的型号代码,系统 会自动调用上次记忆下来
图5 人机界面控制 及参数记忆功能
的参数进行生产。
g、远程调试、监控和维护
为方便 调试、监控和维护,控制系统设有远程监控接口。有需要时,可通过网络对系统进行远程调试、监控和维护 。 &n bsp; &nbs p;
以上方案在广东豪美铝业的2500t和3600t挤压机所配置的在线淬火装置(图6所示)上得到充分的验证, 完全可以满足生产工艺的要求。型材经过在线淬火和人工时效后,完全满足力学性能的要求,而尺寸精度也得到 充分的保证。
图6 工程实例
2)、中小型挤压机配套在线淬火装置的功能特点
针对中小型挤压机配套配套的在 线淬火装置,除了中大型挤压机配套的在线淬火装置上a、b、c、f、g的功能配置基础上,加强以下的功能(如 图7所示):
图7 喷头的可旋转 及摆动控制
a、喷头设计成可以摆动和旋转
为解决小型材截面上喷水的准确定位,将喷水和喷雾的喷头设计成可以摆动和旋转的,如图示中的α和β。喷头旋转一定的角度,可以将 喷射出的水和雾的宽窄进行一定范围的调节,甚至可调成平行于挤压中心线的一条线,这样就能将水集中到型材 的某一局部上。喷头摆动一定的角度,也是有利于将水和雾对准型材的某一位置。
b、 喷头还可以进行径向移动
喷头还可以进行径向移动一定的距离,这也是为了更好的进 行冷却定位,减少水的压力损失。该方案在深圳福晟五金制品有限公司的1450t和1800t的挤压机所配置的在线淬 火装置上得到充分的验证。型材经过在线淬火和人工时效后,完全满足力学性能的要求,而且尺寸精度也得到充 分的保证。
