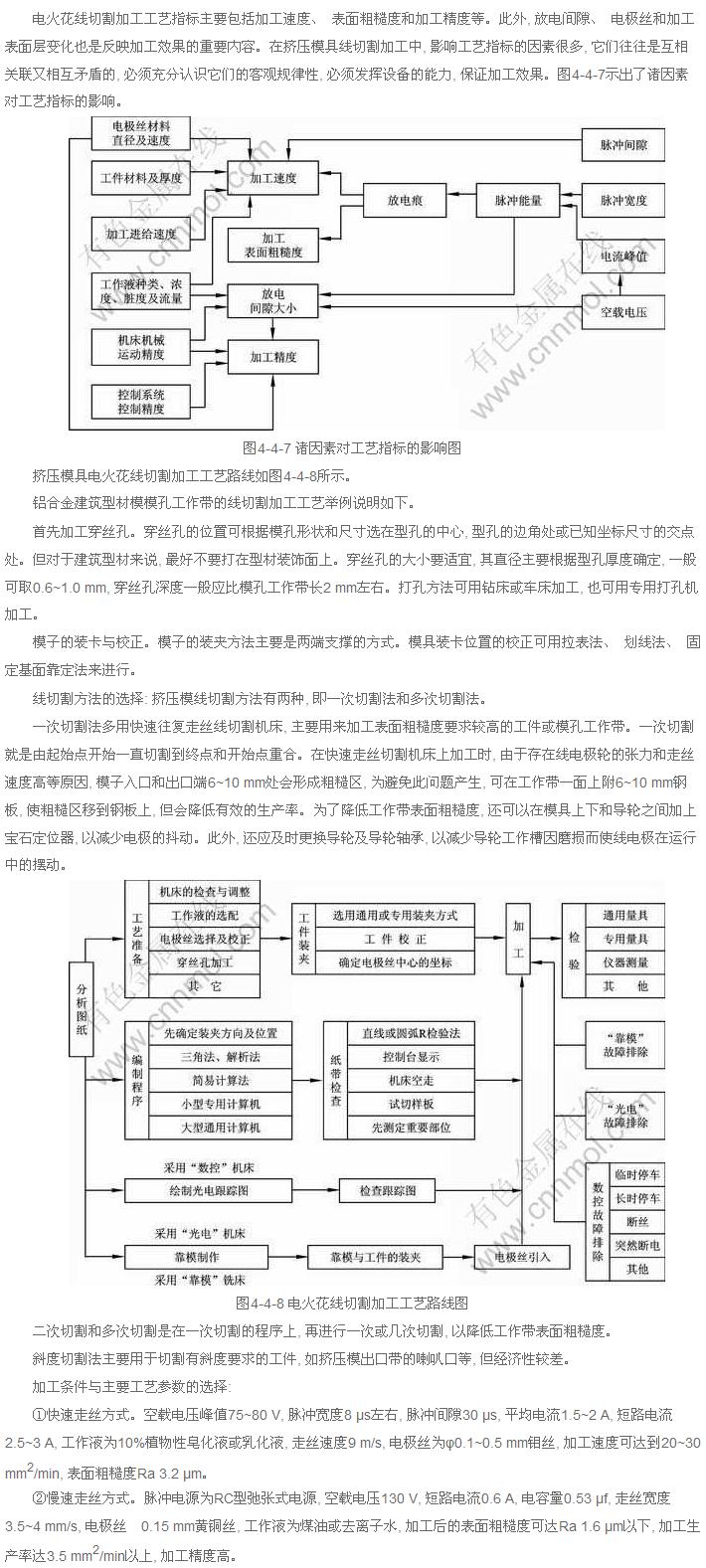
挤压模具电火花线切割加工工艺指标主要包括加工速度, 表面粗糙度和加工精度等.此外, 放电间隙, 电极丝和加工表面层变化也是反映加工效果的重要内容.在铝型材挤压模具线切割加工中, 影响工艺指标的因素很多, 它们往往是互相关联又相互矛盾的, 必须充分认识它们的客观规律性, 必须发挥设备的能力, 保证加工效果.图4-4-7示出了诸因素对工艺指标的影响. 图4-4-7 诸因素对工艺指标的影响图 铝型材挤压模具电火花线...加工, 也可用专用打孔机加工. 模子的装卡与校正.模子的装夹方法主要是两端支撑的方式.模具装卡位置的校正可用拉表法, 划线法, 固定基面靠定法来进行. 线切割方法的选择: 挤压模线切割方法有两种, 即一次切割法和多次切割法. 一次切割法多用快速往复走丝线切割机床, 主要用来加工表面粗糙度要求较高的工件或模孔工作带.一次切割就是由起始点开始一直切割到终点和开始点重合.在快速走丝切割机床上加工时.