
铝挤压机的挤压力与被挤压铝型材制品材料的变形能力成函数关系。提高铝挤压筒的温度加热被挤压材料,在高温下,挤压材料的屈服力度大大降低,从而实现材料的大变形量。所以有些合金材料因其抗变形能力强而需要加热的很高的温度,但是,但是,如果锭坯原始温度的挤压速度的选择使制品出口温度非常接近该合金的固相线温度时制品表面将产生各类缺陷,如裂纹、变形等。
图6-2-41示出铝挤压机最大挤压速度与出口温度之间的关系曲线。图中给出两条在数学坐标中的曲线来表示挤压机的最大挤压速度和合金制品表面开始产生裂纹的极限值。两条曲线之间的面积提供了该合金挤压所允许的加工工艺参数范围,而两线交点提供了理论上的在挤压机最大挤压速度下获得的最佳制品出口温度。应强调的是,这个最佳值只是从铝合金型材挤压速度的角度出发,不一定能满足制品的物理冶金性能要求。
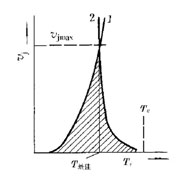
图6-2-41 挤压速度极限图
1—挤压力极限曲线;2—合金极限曲线;Tl—出口温度;
Tc—固相线温度;T最佳—最佳出口温度;
vj—挤压速度;vjmax—最大挤压速度
挤压速度与铝型材质量的关系分析
(1).挤压件内部温度变化主要受变形程度影响。本文所采用的是冷挤压工艺,所选的4种挤压速度对挤压件温升影响很小,最大温升在2℃内。但随着挤压速度的增大, 仍然能看到挤压件内的最大温度成上升趋势。
(2).在材料将要流出工作带时,挤压力达到最大值,模具载荷随着挤压速度的增加而成增大趋势。4种挤压速度对挤压力的影响范围在2.5吨左右。
(3).随着挤压速度的增大,管材出口流速增加。
(4).挤压速度对等效应力和应变峰值无太大影响。但影响其分布范围。随着挤压速度的增大,坯料的大变形区域增大。当挤压速度是6mm/min时材料的等效应变较大,挤出部分出现危险变形区。
根据实验条件及上述结论得出,挤压速度为2mm/min时,所得挤压件质量最好。


