
而建筑铝型材又是铝型材挤压机生产较多的一类,今天我们就来讲一下生产建筑铝型材时挤压机工模具的加热。
现在建筑铝型材主要采用6063和6061合金,在挤压时,我们为了防止铸锭降温,造成闷车和损坏工具,保证铝材组织、性能的均匀性,凡是与铝铸锭接触的工模具都需要进行充分的预热。挤压筒的加热保温温度一般为400~460℃,模具加热温度为420~480℃。为保证模具充分加热,平模的加热时间应大于1.5 h,空心模具的加热时间应大于2.5 h。为了防止模具在加热炉中时间过长引起退火,所有模具在加热炉中的加热时间不应超过24 h。具体的挤压筒和模具的加热温度可见下表。一般挤压制品挤压系数大的取上限温度,挤压系数小的取下限温度。
挤压筒和模具的加热温度
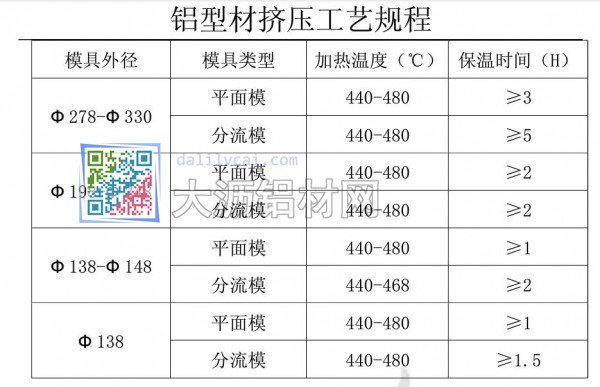
图为铝材模具各规格加热温度及时间标准
由于模具的加热炉有温控系统,即使加热时间长了,温度也不会上去。当然了,如果温控失灵,那么,就有可能会使模具的硬度降低,影响模具的使用寿命。
| 挤压筒 | 实心材:400~440℃ | 空心材:420~46℃ |
| 模具 | 实心材:420~460℃ | 空心材:430—480℃ |