
单向阀,顾名思义,即只允许单向流通的阀体。流体只能沿进口流动,出口介质却无法回流。又称止回阀或逆止阀,用于液压系统中防止油流反向流动。今天我们来讲下单向阀的常见故障及维修。

单向阀最主要的问题就是其不再起单向控制作用,分下面三种情况:
1.单向阀密封不良。若钢球精度差,则更换钢球;若阀芯与阀体孔座接触不好,则需配研,使其密封良好。
2.阀芯被卡住。阀芯与阀体孔配合太小,则需配研,控制配合间隙为0.008~0.015mm;若因阀芯被锈蚀、拉毛或被污物堵塞,则需拆卸清洗,并用金相砂纸抛光阀芯外缘表面。
3.弹簧断裂。更换。
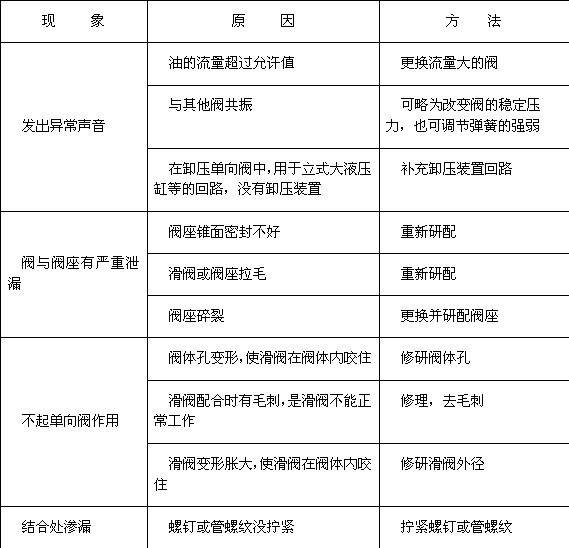
单向阀的一些常见故障及维修方法见下表。
溢流阀,是一种液压压力控制阀,在挤压机液压系统中主要起定压溢流作用。今天我们来讲下溢流阀的常见故障及维修。

1.系统无压力
①油液过脏或装配时滑阀阻尼孔未清洗干净,使阻尼孔堵塞,滑阀不能移动。过滤或更换液压油,清洗滑阀使阻尼孔畅通。
②滑阀弹簧断裂或弯曲,滑阀不能复位。更换弹簧。
③滑阀在开启位置卡死。拆开检修,若滑阀有锈蚀或拉毛,可用金相砂纸抛光,若阀体有毛刺,需修整。
④先导阀弹簧折断。更换。
⑤先导阀主体阀损坏。更换。
⑥进出油口装反,没有压力油去推动滑阀移动。调换进出油口油管。
⑦液控口油直通油箱。在液控口加装堵塞,并护紧密封,防止泄漏。
2.压力波动大
①滑阀拉毛或弯曲变形,使滑阀在阀体孔内移动不灵活,有时产生卡住现象。去除毛刺或更换滑阀。
②油液不清洁,使阻尼孔时堵时通。更换油液,清除阀体内杂质及阻尼孔内污物。
③阻尼孔径太小,阻尼作用差。可将原阻尼孔封闭,重新加工阻尼孔(一般为1mm左右)。
④液压系统中存在空气。排除系统内空气。
⑤锥阀破损,锥阀与阀座配合不好,磨损不均匀。调换锥阀和研配阀座。
⑥弹簧变形或太软,使滑阀难以复位。更换合适的弹簧。
⑦调节压力的螺钉由于锁紧螺母松动而使压力变动。调压后即将锁紧螺母锁紧。
⑧液压泵压力和流量波动大,使溢流阀无法起平衡作用。更换或修理液压泵。
3.产生噪声
①滑阀与阀体孔的圆度误差大或间隙太大,引起泄漏。研磨阀体孔,重配滑阀,并使各项精度达到技术要求。
②滑阀与阀体孔间隙过小,滑阀移动不灵活。修磨滑阀或研配阀体孔,控制间隙在要求范围内。
③调压弹簧弯曲变形。更换。
④锁紧螺母已松动。调压后应立即紧固锁紧螺母。
⑤先导阀与阀座孔接触不良。表面粗糙,圆度误差大,使调压弹簧受力不平衡,锥阀振荡加剧,产生尖叫声。研磨阀座孔,将封油的圆度误差控制在0.005-0.01mm之间,表面粗糙度小于0.8µm。修磨锥阀,其表面粗糙度值应达到O.4µm。
⑥先导阀弹簧轴心线与端面垂直误差,使锥阀倾斜,与阀座接触不均匀。更换端面经磨削并与轴心线相垂直的弹簧,防止锥阀倾倒。
⑦液压泵进油不畅,供油不足。清除进油口处过滤器污物,适当增加进油面积。
⑧阀回油管回油不畅。调节回油管高度,应离油箱底面50mm以上。
4.泄漏严重
①滑阀与阀体孔配合间原过大。重制滑阀和配研。
②密封件损坏。更换。
③锥阀与阀座孔接触不良或磨损严重.修磨锥阀,研磨阀座孔,使其配合紧密。
④阀盖与阀体孔配合间隙过大重配阀盖,控制配合间隙。
⑤结合面处耐油纸垫被冲破。更换耐油纸垫,应注意不可盖住通油孔,保证通油孔通畅。
⑥各连接处螺钉未紧固。紧固各连接处螺钉。
换向阀,是具有两种以上流动形式和两个以上油口的方向控制阀。是实现液压油流的沟通、切断和换向,以及压力卸载和顺序动作控制的阀门。今天我们来讲下换向阀的常见故障及维修。

1.电气故障
(1)电气线路故障
①电气线路被拉断,电磁铁不通电,无控制信号。更换电线,使电磁铁通电。
②电极焊接不良,接头松脱。重新焊接。
③电压太低或不稳定。检查电磁铁两端电压,其变化值应在额定电压的10%以内。
(2)电磁铁线圈发热至烧毁
①线圈绝缘不良,产生漏电。更换线圈。
②电磁铁铁芯不合格,吸不住。更换电磁铁铁芯。
③推杆过长,电磁铁铁芯不能吸到位。修整推杆到适当位置。
④电磁铁在高频下工作,铁芯干摩擦而引起发热膨胀,使铁芯卡死。检修或更换铁芯。
2.机械故障
(1)电磁换向阀动作不灵
一般当发现电磁换向阀动作不灵时,可用以下方法判断检查:左手压下电磁铁铁芯,右手向阀体中P孔进油孔注些油,若油能从A或B(工作油孔)孔中冒出,而向O孔(回油口)注油,却从B(或A)孔冒出;再放松左手同样先向P孔注油,而油能从B(或A)孔冒出,而向O孔注油,却从B(或A)孔冒出,这说明电磁阀内滑阀位置正确,否则需拆开阀体进一步检查。
故障原因分析如下。
①阀芯与阀体孔配合间隙太小,阀芯不能到位。检查配合间隙:当阀芯直径小于2Omm时,配合间隙为0.008-0.O15mm;当阀芯直径大于2Omm时,配合间隙为0.015-0.025mm。配合间隙小于上述直径时,应配研阀体孔或阀芯外圆。
②阀芯或阀体孔几何精度差,移动时有卡死现象。修复阀芯或阀体孔的精度。
③弹簧太硬或太软,太硬使阀芯行程不足,太软使阀芯不能复位。更换适当弹簧。
④连接螺钉紧固不良,使阀体孔变形。重新紧固螺钉,并使之受力均匀,同时检查精度是否良好,底垫厚度是否均匀。
⑤油温太高,使零件变形,而产生卡死现象。检查油温过高原因,采取措施降低油温。
⑥油黏度太高,使阀芯运动不灵活。更换适宜的油液。
⑦油过脏,使阀芯被卡住。过滤或更换油液,清洗阀芯与阀体孔。
(2)液动换向阀动作不灵
①阻尼器单向阀封闭性差。更换钢球,配研阀座孔。
②阻尼器当采用针形节流阀时,调节性能差,或节流阀加工精度差,调节不出最小流量。改用精度高的三角槽节流阀。
③节流阀控制流量过大,阀芯移动速度过快而产生冲击。调小节流口,减慢阀芯移动速度。
3.液压系统故障:
(l)控制管路无油
①控制管路电磁阀不换向。检查电磁阀不换向原因,针对原因进行检修。
②控制管路被堵塞。检查清洗,是控制管路畅通。
(2)控制管路压力不足
①调节阀端盖处漏油。拧紧调节阀端盖螺钉。
②滑阀回油腔一端节流阀调节过小或被堵死。清洗节流阀并调整。
减压阀是通过调节,将进口压力减至某一需要的出口压力,并依靠介质本身的能量,使出口压力自动保持稳定的阀门。今天我们来讲下减压阀的常见故障及维修。

1.不起减压作用
①直动式减压阀有的将顶盖方向装错,使回油孔堵塞。重新装配顶盖,将顶盖上的回油孔与阀体上的回油孔对准。
②滑阀与阀体孔的制造精度差,滑阀被卡住。研配滑阀与阀体孔,使之移动灵活无阻滞。
③滑阀上的阻尼孔被堵塞。清洗并疏通滑阀上的阻尼孔。
④调压弹簧太硬或发生弯曲被卡住。更换软硬、长度合适的弹簧。
⑤钢球或锥阀与阀座孔配合不良。更换钢球或修磨锥阀,并研配阀座孔。
⑥泄漏通道被堵塞,滑阀不能移动。清洗滑阀和阀体,使泄露通道畅通。
2.压力不稳定
①滑阀与阀体孔配合间隙过小,滑阀移动不灵活。修磨滑阀并研磨阀体孔,使配合间隙符合要求。
②滑阀弹簧太软,产生变形或在阀芯中被卡住,使滑阀移动困难,更换软硬合适的弹簧。
③滑阀阻尼孔时通时阻塞。更换液压油,清洗并疏通滑阀上的阻尼孔。
④锥阀与阀座孔接触不良。如锥阀磨损、有伤痕,锥阀、阀座孔不圆。修磨锥阀,并研磨阀座孔,使之配合良好。
⑤锥阀调压弹簧变形。更换调压弹簧。
⑥液压系统内进入空气。排除液压系统内空气。
3.泄漏严重
①滑阀磨损后与阀体孔配合间隙过大。重制滑阀,与阀体孔配磨,使其间隙达到规定值。
②密封件老化或磨损。更换密封件。
③锥阀与阀座孔接触不良或磨损严重。修模锥阀,研磨阀座孔,使其配合紧密。
④各连接处螺钉松动或拧紧力不均匀。紧固各连接处螺钉。
顺序阀是在具有二个以上分支回路的系统中,根据回路的压力等来控制执行元件动作顺序的阀门。今天我们来讲下顺序阀的常见故障及维修。

1.出油腔始终出油,不能关闭
①由于制造精度差或配合间隙过小,使滑阀在打开位置上卡死。研磨滑阀与阀体孔,使配合间隙符合要求。
②油液太脏,滑阀在打开位置上被卡死。检查油质,过滤或更换,清洗滑阀与阀体。使滑阀能灵活移动。
③锥阀与阀座孔接触不良或磨损严重。修磨锥阀并研磨阀座孔,使之密封良好。
④调压弹簧断裂。更换弹簧。
⑤滑阀弹簧太软,使滑阀不能复位。更换软硬合适的弹簧,使滑阀在弹簧力下能复位。
2.出油腔不出油,始终关闭
①滑阀与阀体孔配合间隙太大,使滑阀两端窜油,滑阀不能移动。重配滑阀,保证配合间隙在规定范围内。
②滑阀与阀体孔制造精度差或配合间隙过小,使滑阀在关闭位置上卡死。修磨滑阀研磨阀体孔,使配合间隙符合要求。
③油液太脏,阻尼孔被堵塞或使滑阀在关闭位置上卡住。检查油液质量,若不符合要求,应对油液进行过滤或更换。清洗滑阀与阀体,使阻尼孔畅通无阻。
④液控管路被压扁或堵塞。更换或清洗疏通液控管路。
⑤液控油压力不足或液控管路接头螺母未拧紧,使液控油液泄漏。提高液压控制压力,拧紧液控管路上的接头螺母。
⑥调节弹簧太硬或压力调得太高。更换软硬合适的弹簧,适当调整压力。
3.调定压力不符合要求
①滑阀拉毛或弯曲变形,使滑阀在阀体孔内移动不灵活。用金相砂纸抛光滑阀外圆,若弯曲变形严重,校正困难时,需调换滑阀。
②调压弹簧调整不当。重新调整所需要的压力。
③调压弹簧变形,最高压力调不上去.更换调压弹簧。
4.泄漏严重
①滑阀磨损后与阀体孔配合间隙太大。重换滑阀,与阀体孔配研,使之达到规定值。
②锥阀与阀座孔接触不良。修磨锥阀,研磨阀座孔,使其密合。
③密封件老化或损坏。更换密封件。
④各连接处螺钉松动或拧紧力不均匀。紧固各连接处螺钉。