通过修理挤压模具避免铝型材焊合线缺陷方法有以下几种:
1)铣铝型材挤压模具导流槽、调整进料孔大小。
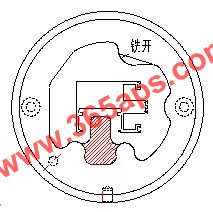
2)减少桥位下部高度,等于加深了焊合室,提高相邻铝流接触的时间,减低的桥位下部倒角对铝流的焊合的方向影响减弱可以减少。 3)对于焊合线不出现在桥底的挤压模具(如图4b),铣开焊合室中对铝金属流速起钳制作用,如图4c。
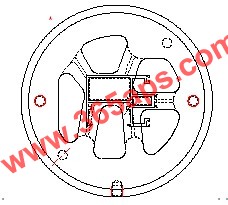
图4b 设计桥位
图4c 铣开钳流位置