
(1)程序编制。在CNC铣削挤压模具之前,通常使用MasterCAM, Preengineer, UG或solidworks三维软件由CAD设计图纸转换成三维立体图(见图7一26)。然后再用Clmatron 软件编写刀路。
(2) CNC加工平面的部位:
1)铣削导流槽;
2)铣削铝型材挤压模具模孔出口带(二级空刀),在模子出口面铣出线切割辅助定位槽;
3)钻定位销钉孔。
(3)导流槽加工精度为一0. 2一0. 3mm;各加工面的表面粗糙度Ra为3. 2μm。
(4) CNC铣削常用的刀具及其选择。根据CNC的加工方式将所用刀具分为粗加工和精加工用刀具。为了达到高效、多能、快换、经济的目的,数控加工刀具与普通金属切削刀具相比具有以下特点,应根据具体情况合理选择刀型和规格。
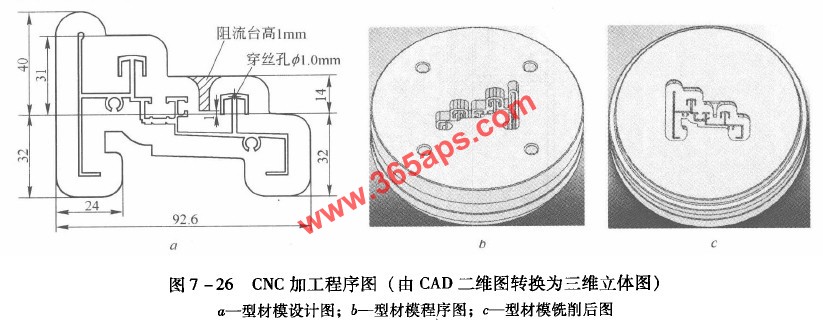
CNC数控铣削加工铝型材挤压模具的制作工艺图,A为铝型材模具设计图,B为铝型材莫程序图,C为铝型材模铣削后图


