
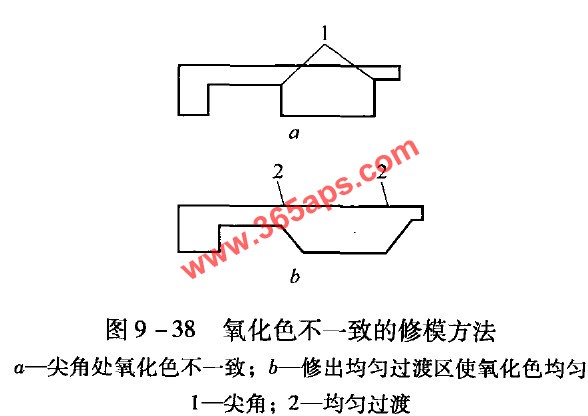
一般对于建筑用的铝合金型材,都要求铝型材在阳极氧化上色后表面的颜色均匀一致。但在铝型材挤压生产时,由于挤压模孔棱角处金属受到的摩擦阻力较大,物理变形量也较大,组织差异悬殊,因此,氧化上色后,铝型材尖角处的颜色与其他部分不一致(见图9一38)。此外,由于铝型材挤压模孔工作带粗糙度差,或挤压模具表面粘有金属颗粒,会造成铝型材表面擦伤、划伤、严重的挤压纹路等,这些缺陷在氧化上色后暴露得更为明显,致使铝型材表面颜色不一致。这种模具的修模的方法是将铝型材棱角部位修成均匀过渡的圆弧或斜角,同时,在修模后要仔细抛光工作带表面,然后氮化,以降低其表面粗糙度。


