手机版
二维码
购物车
(
0
)
供应
求购
资讯
技术
铝企
铝才
问答
图库
推广
热搜:
电解铝
铝合金
阳极氧化
热处理
氧化
铝及铝合金
工艺
技术
铝土矿
铝材加工
首页
供应
求购
资讯
铝锭价格行情
技术
铝企
铝才
问答
图库
首页
>
技术
>
挤压模具
铝型材歪脖和上下弯缺陷的修复方法
日期:2015-11-19 来源:山东铝型材网 浏览:
946
评论:0
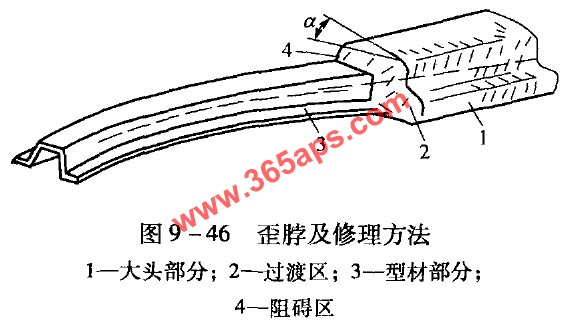
铝材生产时有时会出现型材部分与尾端部分的轴线不一致或左右偏移或上下偏移,在过渡区部位形成某一角度,叫做歪脖或上下弯,如图9一46所示。
铝型材歪脖和上下弯缺陷产生原因:尾端模与过渡区连接时不准确;大头部分左右或上下流速不均。
判断方法:过渡区后缘线不在与大头垂直的同一垂直切面上,而偏斜了一 个角度,因此,只要作一垂线便可很快发觉左右弯或上下弯;后缘线哪一头前倾,哪面大头流速就快。
修复方法:阻碍流速快的大头部分;开始挤压大头时以极低的速度进行,一般是让其闷一会车,然后再缓缓流出。
图为:铝型材歪脖和上下弯缺陷的修复方法
标签:
铝型材歪脖
模具修复
铝型材缺陷
打赏
更多
>
同类技术
0
条
相关评论
推荐图文
大悬臂散热器型材模具
ALPUR除气装置在25t熔
大悬臂类假分流铝型材
推荐技术
铝挤压模具成本控制关键要点
铝材挤压模具塞模堵模的原因分析
谈谈铝材挤压模具培训那些事儿
铝材挤压模具设计的六大技术要点及学习难度分析
铝型材挤压模具维修原因及方法
国外挤压模有限元分析软件的应用
一模多孔铝挤压模具设计难度及挤出工艺分析
铝材模具挤压力计算和强度校核方法探讨
LED散热器铝型材挤压模具的设计与优化
3系列铝合金分类、性能及工业应用
点击排行
网站首页
|
铝材QQ群大全
|
大沥著名铝企
|
铝锭手机短信
|
关于我们
|
联系方式
|
使用协议
|
版权隐私
|
网站地图
|
排名推广
|
广告服务
|
RSS订阅
|
违规举报
|
粤ICP备18150991号
|

 图为:铝型材歪脖和上下弯缺陷的修复方法
图为:铝型材歪脖和上下弯缺陷的修复方法

