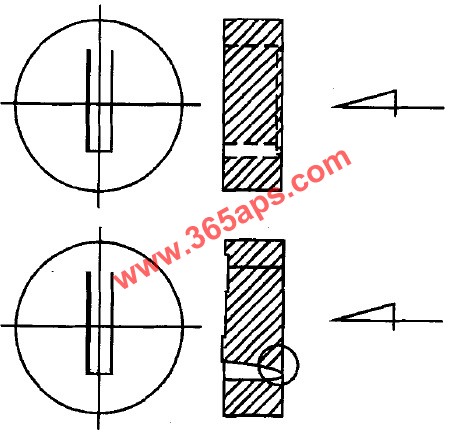
压塌是铝型材挤压模具在挤压使用过程中,受自身温度、铸棒温度和挤压温度的影响,机械性能降低,悬臂部位产生的下塌变形。有两种情形:一是弹性变形,即在压力的作用下,悬臂部位下塌的挠度在模具设计数值范围内,撤去压力后,其能恢复原来的状态。这种状态在开始挤压时出现。二是不能恢复的下塌变形,如图所示,随着挤压铸棒的增多,悬臂根部产生疲劳,下塌部位超出了挤压模具设计时的挠度计算数值,此种状况是不能恢复的。当模具被清理完后,就会看到这种状况。这俩种状况的危害,造成了铝型材断面的变形、壁厚不符图纸、模具很难修复、影响铝型材产量和交货期。
当我们拿到一个新的铝型材断面,我们首先要看一看其有没有大的悬臂,也就是危险断面。如果铝型材断面存在较大的悬臂,就要按公式进行“舌比”的计算。可以将“舌比”分为三个类型:
R<3左右时;
R=3以上时;
R>3以上时。
根据这个数值的计算,挤压设计者就可以采取不同的模具结构方式来进行设计工作了。



