
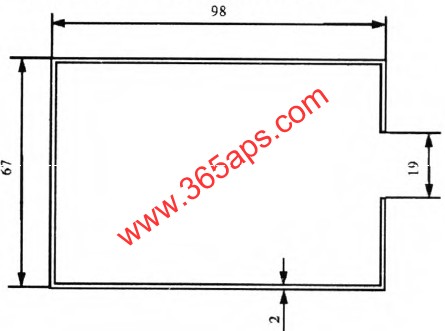
此危险断面铝型材断面积是590mmZ ,“舌比”R=16.4,由于其R值太大,只能用“假组合模”的设计方法。所谓“假组合模”,就是按平面组合模的设计,使挤出产品为实心型材的模具设计方案。其一切的计算过程均同于组合模的设计。 首先,经过公式计算风流组合模的上模厚度。见公式:

H—组合模上模的厚度mm
L—模具固定梁两危险断面之间的长度mm
P—比压MPao
[B许」—材料的需用弯曲应力MPa
其次,确定挤压比、分流比、分流孔型状、抗剪切强度校核、确定桥宽、模孔位置、模孔尺寸、工作带及空刀形式等。
模具上、下模设计示意图如下:
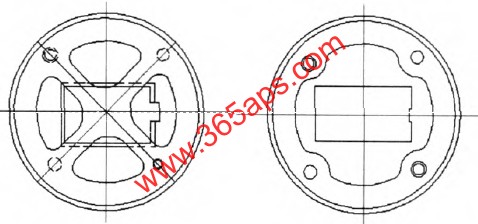
上、下模加工后的三维示意简图如下

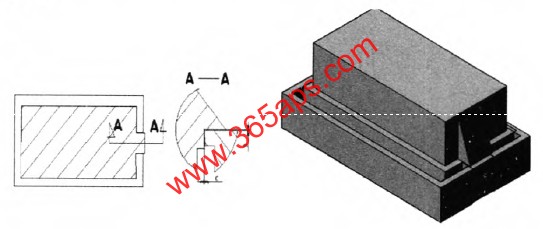
上、下模孔悬臂处的结构及三维效果简图示意如下:
铝型材“假组合模”的模具技术说明:
A,“假组合模”的设计,无论是机械性能、强度校核、模孔尺寸、工作带确定等均按正常组合模设计计算进行。
B、根据弹性变形量计算,确定B, C位置的间隙,一般应小于0. Smm.
C、上、下模孔悬臂工作带接触处易产生线条凸起,模具在组合后,用锉刀或细砂纸进行倒圆。
D、上模的机加工、下模线切割时,型材开口处要留有修研余量。一般为0. 2一0. 5之间。
E、在确定工作带及挤压模具修模时,要特别防止铝型材挤压后的扩、并口问题。


