
同普通模具一样,型孔公差为-0.05mm,则模芯尺寸公差为十0. 05mm,且开口位置度为0. 02mm,表面粗糙度Ra0.8以上,在型孔和模芯的位置度应在0.02mm以下才能满足要求。
普通分流模具,通常以上模配合下模手工修锉模芯,然后按线电火花加工模芯上的丝孔或开口,这种加工方法只适用于外形形状规则,无精确位置要求的开口的模芯的简单加工。这一
工艺生产效率较高,但存在着积累误差较大,模芯与型孔的形位精度差,上下模无互换性的缺点。
复杂铝型材模具DQ912,模芯多,形状不规则,芯子上开口位置要求精确,以往对这类复杂铝型材模具曾采用过套打加工的方法。但是,由于加工形位误差靠导柱控制,所以加工工序烦琐,积累误差较大,且在电火花机床上套打时,受加工条件的限制,加工排屑困难,易烧损电极,加工效率低。采用上述加工方法显然不能达到技术要求。
引进的电加工设备功能齐全,具有加工精度高、定位准确等性能。因此便产生了分体成型加工工艺。这一工艺具有加工尺寸精度高、形位精度好、模具可互换等优点。
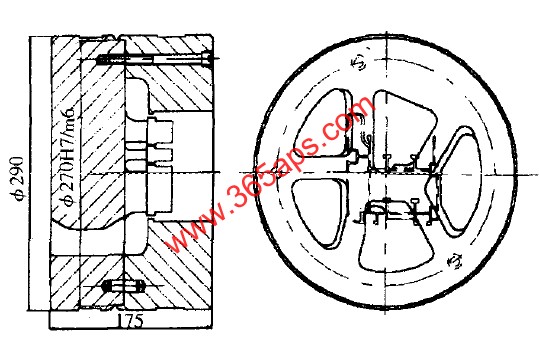 图为:电视机生产线用铝型材模具设计
图为:电视机生产线用铝型材模具设计

