还是因为平面模由于型腔出现裂纹或局部下塌变形而报废
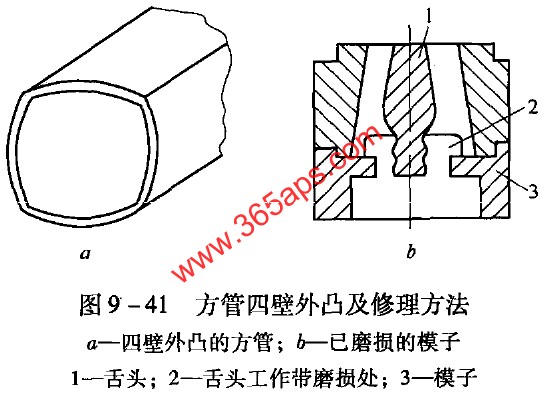
铝方管四壁外凸缺陷产生原因:经多次挤压或其他原因,挤压模具舌头工作带磨损出现凹坑(见图9一41),阻碍金属沿舌头表面流动造成型材外侧流速较内侧快,从而引起四壁外凸。如仅一壁或两、三壁外凸,也可能是由于舌头工作带与模孔工作带配合不当,即舌头工作带伸出模孔工作带过长引起的,或者是由于“舌头”局部磨损所致。
修理方法:当铝型材壁厚尺寸偏小时,将舌头工作带凹坑锉平,减少摩擦阻力,或将模子工作带加以阻碍。如果壁厚尺寸不允许锉修舌头,那么,只得更换新模。当只有个别壁厚外凸时,则可阻碍相应壁处的工作带。