
前言
封孔质量是阳极氧化膜的最主要性能指标之一,直接影响其耐腐蚀性、耐磨性、耐候性[1-2]。《GB 5237.2-2008》规定,铝合金阳极氧化型材经120h陈化后,其封孔失重不得高于30mg/dm2。目前,铝材厂生产氧化材,因受场地限制,企业通常使用签字笔划痕法,粗略判断封孔是否合格后入仓,陈化5天后,再随机抽样做封孔失重检测。由于划痕法往往误差较大,一旦封孔失重检测不合格,将导致退仓、拆包、返工,常常引发投诉甚至索赔,给生产厂家造成重大损失。因此,生产厂家急切期盼一种既能缩短失重检测的陈化时间,又能准确判定合格与否的方法,来解决现场问题和加快交货期。为此,根据公司生产要求,采用标准规定的硝酸预浸磷铬酸法《GB/T 8753.2-2005》,对相同阳极氧化工艺生产条件下的同一批样品分别陈化2h、24h、48h、72h和120h后,进行封孔失重对比检测,从2009年元月到2011年12月,三年内经过大量的试验,找到不同陈化时间与封孔失重的规律,作为提前判定封孔质量是否合格的依据。
1.氧化型材封孔失重原理及生产工艺流程
1.1 封孔失重原理
未经封孔处理的阳极氧化膜经硝酸预浸后,于磷铬酸溶液中浸泡会迅速溶解,而封孔良好的氧化膜经长时间浸泡也无明显浸蚀现象。
1.2 阳极氧化生产工艺流程
上排→常温脱脂除油→水洗→碱蚀→水洗→水洗→中和→水洗→水洗→阳极氧化→水洗→水洗→水洗→(着色→二次水洗)→封孔→二次水洗→下排
1.3 对氧化膜有决定性影响的工艺参数
(1)氧化工艺:
硫酸:(170~200)g/L
铝离子:(10~15)g/L
槽液温度:(18~22)℃
电流密度:(1.3~1.5)A/dm2
电压:15 V~17V
氧化速度:2.5-3min/μm
(2)封孔工艺规范:
PH值:5.5~6.0
镍离子:(0.9~1.2)g/L
温度:(62~65)℃
封孔速度:0.8min/μm
2.试样来源及检测方法
2.1 样品来源
所有样品来源于车间大生产,生产的关键工艺参数如前所述。样品封孔完成后,同一试样经陈化2h、24h、48h、72h及120h,分别检测其封孔失重值。
2.2 检测方法
3.结果与分析
3.1 不同封孔陈化时间对封孔质量的影响
本实验按照国标GB 5237.2-2008要求,采用标准GB/T 8753.2-2005硝酸预浸磷铬酸法,对氧化型材进行封孔失重检测试验。
GB 5237.2-2008强制性条款规定,陈化5天,阳极氧化膜的封孔质量采用硝酸预浸的磷铬酸法试验,失重不得大于30mg/dm2,否则判为废品。失重越小,封孔效果越好。对所有试验数据做筛选分类,得出试样在不同的陈化时间内检测的封孔失重及在不同封孔失重范围内的合格率,找出符合标准GB 5237.2-2008的不同陈化时间对应的封孔失重值。下表中不同陈化时间对应的合格率指的是:同一批试样经以上不同时间陈化后,并统计经陈化120h后的封孔失重试样达到国家标准GB 5237.2-2008的数量所占比例,具体合格率见表1:
表1.不同陈化时间与封孔质量及合格率的关系
Table1. The relationship between Sealing quality and yield with different aging time
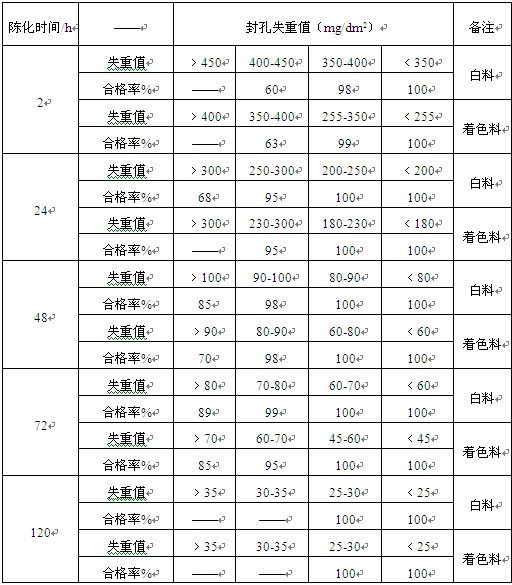
从以上表格的数据可知,要使不同陈化时间的封孔失重100%符合陈化120h的封孔失重标准,其白料要求的封孔失重分别为:24h,﹤250 mg/dm2;48h,﹤90 mg/dm2;72h,﹤70 mg/dm2。对陈化时间为2h的试样,虽然封孔失重﹤400 mg/dm2可100%满足标准GB 5237.2-2008要求,但因其在此范围内的数值只占少数,所以不用作评判标准值。为了增加准确度,降低退货率和客户投诉的风险,不同陈化时间对应的封孔失重判定值应取下限,取值分别为:24h,﹤230 mg/dm2;48h,﹤80 mg/dm2;72h,﹤60 mg/dm2。同理,着色型材不同陈化时间的封孔失重判定值分别为:24h,﹤200 mg/dm2;48h,﹤60 mg/dm2;72h,﹤45 mg/dm2。
为了进一步确认以上结论的可靠性,对2009年元月到2011年12月统计的所有数据,通过EXCEL随机各筛选出10组封孔失重合格数据,进行验证,见表2.
表2.不同陈化时间与封孔质量的关系
Table2. The relationship between Sealing quality with different aging time
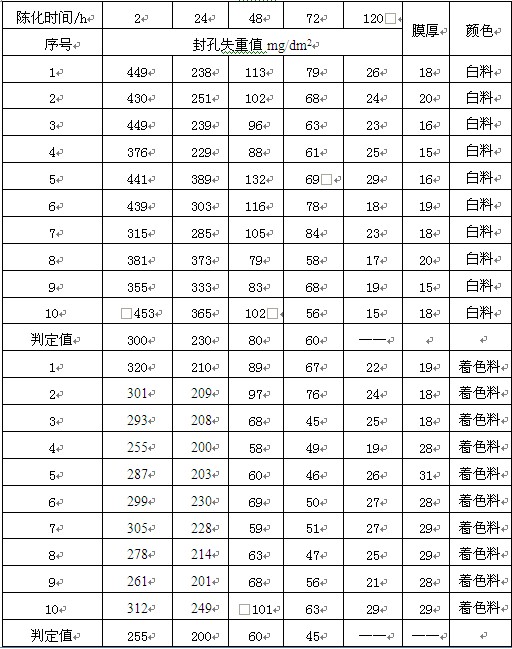
确定判定值的依据是每个陈化时间点对应的一列数据中相对较小的合格数值,以满足陈化120小时失重值小于30mg/dm2的要求。其表2数据正好与表1的确认值相对应,表明以上判定值的合理性。
3.2 氧化白料和着色料封孔判定值与陈化时间的关系
氧化白料和着色料达到国标要求的各陈化时间与封孔失重的判定值关系如下表3所示:
表3.氧化料陈化时间与封孔失重判定值的关系
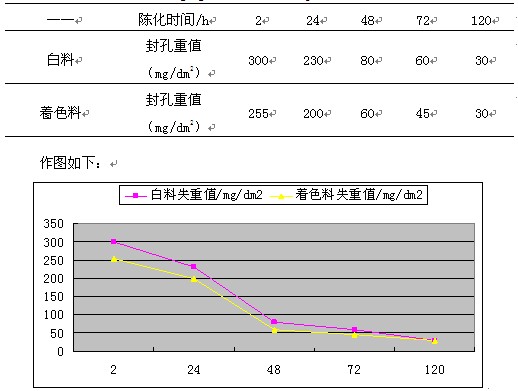
图1. 氧化料陈化时间与封孔失重判定值的关系
Fig1. The relationship between determinate value of sealing weightlessness
with aging time of oxidized profile
由以上的数据可知,在相同的陈化时间条件下,氧化着色料的封孔失重前期值控制比白料的低。
从图1可知,陈化时间在24h到48h之间的封孔失重变化最大,失重变化大于100 mg/dm2;在其它陈化时间内,封孔失重基本在50 mg/dm2左右。陈化48h后,随着时间的延长,封孔失重的变化很小。在生产工艺(氧化、着色)相同时,可选陈化48h的封孔失重合格判定值作为企业标准。
4. 结论
本文研究了6063铝合金阳极氧化材的陈化时间对封孔质量的影响。研究发现,陈化时间在24h~48h内封孔失重减小速度最快。当陈化时间分别为24h、48h、72h,氧化白料封孔失重分别不高于230 mg/dm2、80 mg/dm2、60 mg/dm2,氧化着色料不高于200 mg/dm2、60 mg/dm2、45mg/dm2时,能够确保其封孔失重满足GB 5237.2-2008的要求。在以上试验条件下,得出的结论主要有:
1)陈化时间在24h~48h内封孔失重减少最大。
2)陈化时间分别为24h、48h、72h时,氧化白料封孔失重判定值分别不高于230 mg/dm2、80 mg/dm2、60 mg/dm2,氧化着色料封孔失重判定值分别不高于200 mg/dm2、60 mg/dm2、45 mg/dm2。此判定值满足国家标准要求,可作为评判封孔失重合格的企业内部标准,以提高企业生产率。
3)欲保证着色料的封孔质量达到国家标准要求,其前期封孔失重控制值必须低于相同陈化条件下白料封孔失重的判定值。
根据本研究及公司生产实际情况,选择陈化48h(较国家标准提前3天)的封孔失重判定值(白料﹤80 mg/dm2、着色料﹤60 mg/dm2)作为评判标准,此时可满足GB5237.2-2008的标准。


