
粉末涂料广泛应用于铝合金建筑型材表面处理中,同铝合金阳极氧化和氟碳油漆表面能处理相比,粉末喷涂表面处理工艺流程简单,污水排放量少,电能消耗低,无有毒的挥发性气体(VOC)排放,颜色品种丰富多样等众多优点。在铝合金建筑型材产品中,粉末喷涂产品所占的比例越来越大,初步统计约占40%,粉末涂料在铝合金建筑型材上的用量约为10万吨,数量很大,而且粉末涂料的要求越来越高,日益受到消费者和铝型材生产商等各相关方的高度关注。而且,铝合金型材的喷涂工艺自上世纪90年代引入国内后,粉末喷涂技术水平和粉末质量水平的提高很快,总体的工艺质量水平也逐步提高,能满足客户各方面的需求。
然而,随着客户的各种要求越来越多越来越高,对涂层的耐用性,施工安全性等的关注度增大,以及市场竞争趋向白热化,铝型材企业对质量控制也越来越严格,对生产成本的倒逼压力增大,那么对粉末喷涂型材的技术质量要求也越来越高,除原有的GB5237.4-2008《铝合金建筑型材 第4部分 粉末喷涂型材》及YS/T 680-2008《铝合金建筑型材用粉末涂料》的要求外,还有一些比较重要的问题值得大家探讨,如粉末喷涂型材的禁喷面的处理,粉末涂层的尖角覆盖率和粉末涂层的遮盖率问题等。具体讨论如下:
一.粉末喷涂的禁喷面问题
隐框玻璃铝幕墙没有用以夹持玻璃并承重的铝合金外框。它是完全依靠结构胶把成百上千块的玻璃粘在铝型材框架上,组合成一个大面积幕墙,玻璃间的空隙由密封胶粘接。隐框玻璃幕墙的玻璃所承受的水平荷载、玻璃的自重、地震作用以及温度应力等均由粘结用的结构胶传给铝合金框架。结构胶的施工工艺标准、胶的技术性能、粘结节点的设计等都直接影响着隐框玻璃幕墙的安全性。为了使玻璃和铝型材之间有较高的、可靠的粘接,设计时,要考虑玻璃和铝型材框架的粘结面积大小以及结构胶与铝型材、与玻璃粘结的相容性,以保证各种高度、各种重量隐框玻璃幕墙的需要。
适用于隐框玻璃铝幕墙的喷涂铝型材均要求同结构密封胶粘结的部位禁止喷涂,称为“禁喷面”,铝型材厂卧式喷涂线处理禁喷面的传统方法是:铝型材经过铬化处理后,将高温膜粘贴在禁喷面上,再进行粉末喷涂处理(氟碳喷漆处理的情况相同),固化完成冷却后,将高温膜撕掉。幕墙施工单位均要求禁喷面必须经过铬化处理,而在铝型材企业生产中面临两个问题:一是采用了无铬处理工艺,没有铬化处理工艺,无铬转化膜是否能满足隐形铝幕墙的玻璃结构胶的粘结要求;二是采用立式喷涂线的工厂,前处理和喷涂是连续的,一般立式线处理禁喷面的方式是:先将高温膜粘贴在禁喷面上,再将铝型材上架喷涂,固化冷却后,将高温膜撕掉。如果采用卧式生产线的传统处理方法,需要将立式喷涂线停止生产,将需要进行禁喷面处理的铝型材先经铬化处理,再开始正常生产,这种低效率的生产方式,对生产运作非常紧张的大型铝型材生产企业是很难接受的。但采用前述立式线的禁喷面的处理方法,禁喷面是没有经过铬化处理的,对隐形铝幕墙可能存在质量隐患。
针对此问题,我们进行了一系列的试验,考察未经过表面处理的,铬化处理以及无铬化处理的铝型材表面对结构密封胶的粘结力的差异。其中铝型材的无铬化处理的试剂是采用的国际知名品牌德国汉高公司的无铬化学品。
1.试验方法:经过不同表面处理的一种丁字性的型材,锯短成30mm左右,在两只的型材之间采用一种品牌硅酮结构密封胶粘结,实验室温度条件下,采用材料试验机拉伸两只丁字型材,每组表面处理的试样为10个,测量粘结力的大小。图示如下:
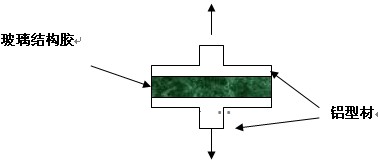
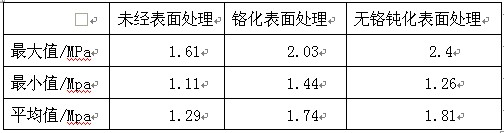
表1 拉力试验结果如下表:
拉伸样品断裂描述:
所粘合的样品无论是否经过表面处理,绝大部分断裂处两面皆粘有完整结构密封胶,出现露底现象较少。见下图1
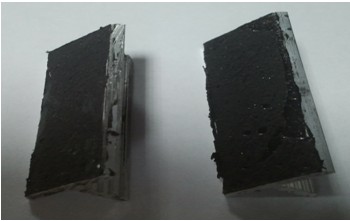
图1 拉伸试样断裂示例照片
3.检测初步结论:
从检测结果表可以看出未经表面处理的结构密封胶粘合横向抗拉强度平均值只有1.29MPa,经过铬化和无铬钝化处理的结构密封胶粘合横向抗拉强度平均值分别是1.74 MPa、1.81 MPa。即经过表面处理后的结构密封胶与基材粘合力有所提高,铬化处理和无铬钝化处理粘结力相差不大,无铬钝化处理的粘结力甚至稍大。
从拉伸断裂后的样品可以看出,结构密封胶本身的抗拉强度比结构密封胶与基材的粘合力要稍为偏低,即结构密封胶本身抗拉强度才是两个粘合物件横向抗拉能力的主要影响因素。
而根据玻璃结构密封胶的国家标准GB 16775-2005《建筑用硅酮机构密封胶》的要求,硅酮结构密封胶同基材(玻璃和铝型材)拉伸粘结强度为≥0.6Mpa。
综合以上所述,结构结构密封胶同质量好的无铬处理及铬化处理的铝型材粘结力相同,不经过表面处理的铝型材同结构密封胶的粘结力稍差,但大于GB16776-2005标准要求。由于以上为初步试验结果,实际应用需要更深入的研究,并且按照隐形铝幕墙的施工程序,结构密封胶和铝型材的粘结力需要施工单位做相容性试验,才能最终确定铝型材的表面处理是否符合施工要求。
二.喷涂铝型材的尖角覆盖率
尖角覆盖率是粉末喷涂产品表面尖角部位膜厚同平面部位膜厚的比例。对于光面粉末,在粉末喷涂铝型材曲率半径0.5mm以下的的尖角部位,其膜厚一般小于平面部位。产生尖角处膜厚偏低的原因是由于光面粉末需要增强流平性,其熔融粘度低,容易流挂,通过表面张力的作用,导致尖角部位的覆盖率低。典型的尖角覆盖率的显微断面图如下:
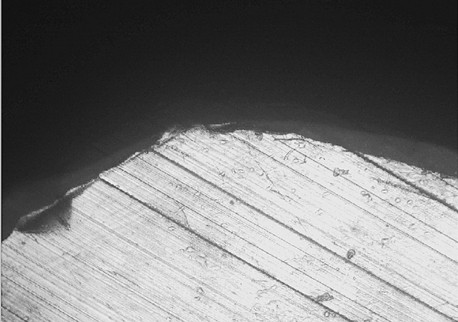
图2 尖角覆盖率低的粉末喷涂型材断面显微照片×100
图3 尖角覆盖率高的粉末喷涂型材断面显微照片×100
尖角覆盖率低会导致尖角部位涂层膜厚低,甚至完全无涂膜,降低了尖角部位的耐腐蚀性,从而降低粉末喷涂产品的整体防护性,严重影响铝型材粉末产品的质量。尖角覆盖率低的产品缺陷一般不被铝型材生产企业所关注,在国内相关标准很少提到,仅在国家标准GB/T21776-2008《粉末涂料及粉末涂层试验方法标准指南》中列入了尖角覆盖率的项目,该标准等同采用ASTM D 3451-2006,在美国ASTM D 3451-06《Standard guide for test coating powder and powder coating》(粉末涂料及粉末涂层试验方法标准指南)列入了尖角覆盖率的测试方法ASTM D2967 《Standard test method for corner coverage of powder coating》(粉末尖角覆盖率测试方法)。光面喷粉铝型材尖角处膜厚偏低的问题在实际生产中时常有发生,如果铝型材喷光面粉后,其尖角部位的膜厚会低于平面部位的膜厚。如果粉末涂料中的配方不合理,如白炭黑添加量太少,尖角部位的膜厚会很低,甚至无涂膜。此缺陷发生后,如在浅色粉末的装饰面,尖角部位将呈黑色线状,会导致返工或报废,如果应用在门窗和幕墙建筑上,腐蚀将首先发生在尖角涂层薄弱处,降低了涂层的整体防护性,对粉末喷涂铝型材的产品质量产生严重影响。
总之,尖角覆盖率是值得粉末生产厂和铝型材厂关注的问题,需要各方共同深入研究和探讨,以进一步提高粉末涂料和粉末喷涂型材产品的质量水平。
三.粉末涂料的遮盖率
粉末涂料的遮盖率是指粉末涂料在特定厚度下对底材颜色的遮盖能力。YS/T680-2008《铝合金建筑型材用粉末涂料》中没有粉末的遮盖率指标,但铝型材的喷涂实际生产中经常会遇到此类问题,例如,白色粉末涂层的平均膜厚为50μm,但涂层的颜色仍然发青,如果涂层膜厚达60μm,颜色才能符合要求。对于铝型材厂来说,获得每种粉末的遮盖率指标,对于实际生产组织和质量控制,以及降低生产成本,具有十分重要的作用,增加粉末遮盖率的质量要求很有必要。
美国ASTM D 3451-06《Standard guide for test coating powder and powder coating》(粉末涂料及粉末涂层试验方法标准指南)中有粉末的遮盖率的检测项目,而且列出了检测方法ASTMD6441 《Standard test method for hiding power of powder coating》(粉末遮盖率测试方法),参照ASTMD6441的方法:测量粉末涂层在给定膜厚条件下黑白底板上的反射率比;以及测量粉末涂层黑白底板上反射率比为0.98时(认为完全遮盖),粉末涂层的膜厚。此方法制出底板太困难,因为底板的反射率要求太高,白色底板的反射率很难达到78%以上。
美国粉末涂料协会(Powder coating institute,缩写PCI)也有一种实用的遮盖率测试方法,参照美国粉末涂料协会(PCI)推荐的方法:该方法是一定厚度的粉末涂料喷涂在T-12G(见下图4)黑白板上固化后,测量黑板和白板上涂层颜色的三刺激值(Y),然后对比黑板和白板的三刺激值(Y),比值不小于0.98为完全覆盖,此方法已经在AKZON等知名的粉末涂料厂应用。
图4 T-12G板图样
具体的操作是:在一块T-12G板上喷粉,粉末的膜厚从板底部到上部呈梯度变化,测量相同粉末厚度黑白板处的颜色Y值。
这个指标对铝型材喷涂厂很重要,涉及到生产成本和质量问题。如果需要生产超出GB5237.4要求很多的粉末涂层厚度才能达到符合要求的遮盖率效果,意味着铝型材喷涂厂的粉末消耗量更大。
因此,在供货前测定粉末的遮盖率指标,对粉末涂料厂和铝型材喷涂厂都有必要。粉末的遮盖率问题值得各方共同关注和研究探讨。
四.粉末喷涂的其他问题
1.粉末的加热减量:粉末涂料的加热减量比液态的油漆要少很多,通常情况下其主要来源为水分子和小分子的有机物或一些阻聚剂,检测加热减量的主要目的是为了控制固化挥发性有机物废气(VOC),达到国家相关环保法律法规要求,同时可以控制粉末涂料的质量。
铝建筑型材粉末涂料的加热减量是一直被各方忽视的问题,粉末的加热减量大,意味着粉末固化过程中的挥发性物质多,对环境的污染大,同时由于挥发物凝结在固化炉中,使清炉周期短,喷涂产品容易产生渣粒,严重影响喷涂产品质量。
美国ASTM D 3451-06《粉末涂料及粉末涂层试验方法标准指南》和国家标准GB/T21776-2008《粉末涂料及粉末涂层试验方法标准指南》均列入了粉末加热减量的检测方法。
因此将粉末加热减量列入粉末涂料质量的考察指标很有必要,通过对比不同粉末厂的粉末加热减量的大小,确定粉末质量的好坏,对提高建筑铝型材用粉末涂料的质量水平,保护环境,具有重要的意义。
2. 粉末喷涂产品自然耐候性:铝合金建筑型材粉末喷涂产品的自然耐候性由于测试时间长,一直被国内铝型材企业所忽视。随着客户对粉末喷涂铝型材要求的提高,有必要加强这方面的研究和试验,以提高粉末喷涂铝型材的整体质量,更好的满足客户要求。
五.总结
本文对粉末喷涂的铝隐形幕墙禁喷面处理、尖角覆盖率和遮盖率等问题进行了初步探讨,并给出了一些初步实验数据及建议。随着粉末喷涂铝合金建筑型材的市场越来越大,对粉末喷涂产品的质量及相关要求也越来越高。粉末喷涂型材的禁喷面、尖角覆盖率等以往为大多数铝型材厂和粉末厂忽视的问题,应该得到一定程度的关注和重视,并且各相关方均应该共同研究探讨,找到解决的方法,平衡各相关方利益,以提高我国粉末喷涂铝合金型材的产品质量水平。


