
从几年前国家免收农业税开始,工厂招工就逐年变得困难起来,加上80后的人相对生活要求较高,一般环境较差的工厂都无法长留住这些工人,工厂的员工流动性大势必造成工资的增长,再加上近年来全国各地经济的发展,很多铝型材企业都向内地转移,他们有电费、运费和人工成本方面的优势。广东省特别是佛山地区的铝型材行业对外竞争力正逐渐下降,盈利和影响力受到影响,为了扭转这一局面,我们只有积极推动产业的自动化,运用自动化设备来替代原来人工生产的工序,节省人力和时间。才能稳定交货期和降低生产成本,提高本行业的竞争力。
佛山地区大型铝型材企业已经在产业自动化方面取得了很多成绩,但自动化生产设备主要靠进口,进口设备不仅价格高,而且有时适用性改造和维护都不方便。现在我们佛山市鸿邦机械有限公司不断与国内外多个科研机构交流合作,先后结合意大利、日本、韩国等国家的技术,开发并成功运行了多种铝型材生产自动化系统,达到了省时省力、减少用工和节省成本的目的。简单介绍如下:
1.U字型氧化电泳自动化生产线
立式、三排横式氧化电泳自动化生产线效率高,色差报废少,各种消耗低。起重机采用中央控制,无需槽面的行车操作工。实现上料起重机、轨道车、固化炉、下料等设备的自动运转控制。U字型布置可实现处理物(排杆)运行路径最短,入料和出料效率最高,整条生产线的经济性最强。下面介绍铝型材卧式氧化电泳线自动控制系统方案:
1.1 系统概况
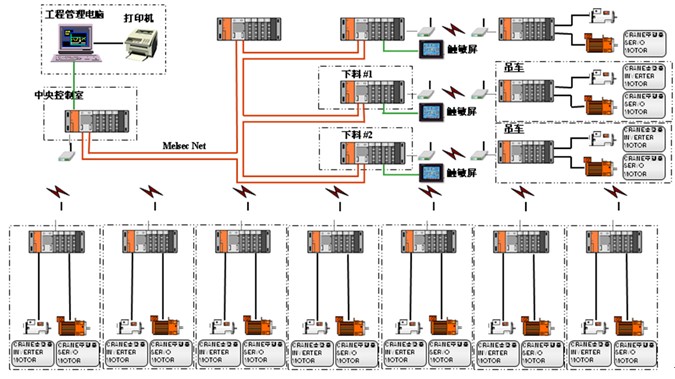
铝型材氧化电泳生产线中央控制系统,主要由运行管理用电脑、中央监视控制盘、上料控制盘、上料上位计算机、干燥炉及液管理设备控制盘、整流器控制盘、下料控制盘、自动行车#1 ~ #6控制盘以及其他附属设备组成 。
各设备利用了无线及有线相组合形成的网络通讯系统,可连动及单动运行。
运行管理用电脑有收集工程数据资料、画面显示、控制、指示等功能,以求更加顺畅方便的设备运行。
1.2 系统结构图
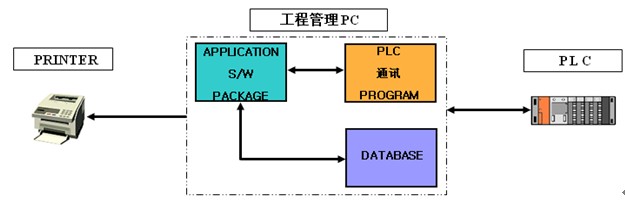
1.3 工程管理电脑系统
各工序的PLC担当着自动控制的功能。在上料、干燥炉、下料区域可通过触摸屏输入输出装置操作,可记录及修改各个工序的作业事项。
这样的操作事项可通过各个PLC及电脑组成的控制网络实时传递到工程管理电脑上,而且行车的运行状态与导电梁的移动途径也会传递到工程管理电脑上,从而,中央控制室的操作人员可一目了然地掌握整个流程,当发现错误时可最快速度采取措施以保证正常运行。
(1) 配置
(2)硬件构成
a.PC
- CPU:双核 3.0 以上
- RAM:2 GB
- HDD:250 GB
- VGA:1400 * 1050 以上
- ETHERNET
- DVD COMBO
b. Monitor
- 19” LCD 以上
- 像素:1400 * 1050 以上
c. PRINTER
- Type: INKJET
- 用纸: A4 SIZE
d. HMI PACKAGE
- 泛用Package,需具备多种通讯规则。
- 需支持60k Tag
1.4 功能
(1)监视上料区域各设备的状态。
(2) 监视各个行车当前位置运行状态。
(3) 显示主要处理槽的温度及工程进行时间。
(4) 设定各处理槽的工程时间。
(5) 监视处理槽及干燥炉里有没有产品。
(6) 监视干燥炉温度及工程进行时间。
(7) 设定干燥炉的工程时间。
(8)监视干燥炉门的开闭状态。
(9)追踪产品信息。
(10)监视及控制喷淋装置。
(11)管理异常发生报警。
(12)DATA TREND.
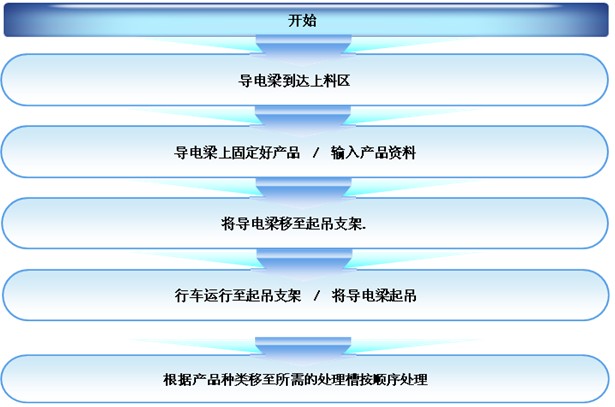
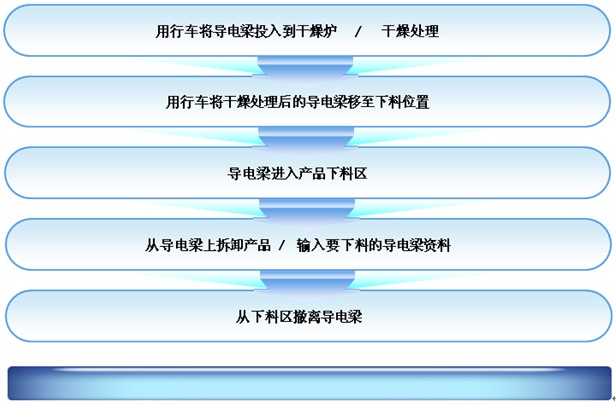
1.5 工序流程
1.6 设备运营方案
手动运行
(1)在所有驱动部分的手动状态下,只有维护、检查、修理及测试的概念,没有连续动作概念。
(2)操作开关置于 “ON”位置时,驱动部分才会动作, 此时所有的锁定装置(Interlock)不运行。但机器的危险部位可强制赋予锁定功能。
自动运行
(1)相联驱动系统的循环运行概念,只一次的开关操作就可以模式控制的运行方式。
(2)模式的种类
- 行车行走 / 升降
- 行车可同时运行(#1 ~ #7) (上料/下料吊车)
(3)上料及下料系统运行为自动运行
(4) 整流器系统自动运行
(5) 干燥炉运行为自动运行
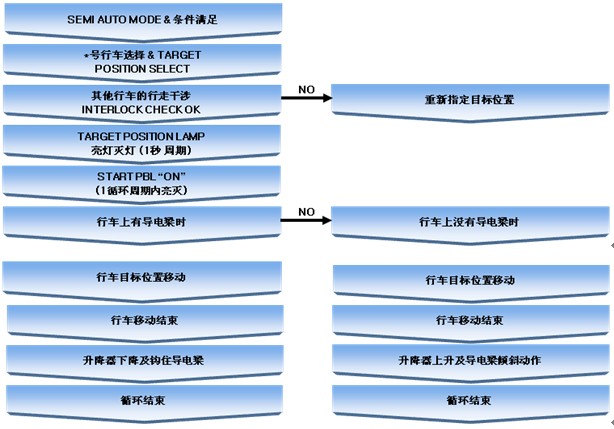
(6)行车1个循环运行流程
2.带飞锯的双牵引机及自动化挤压后部设备
大多数铝型材企业都认识到双牵引机能够提高挤压产品的质量,降低模具消耗,减少废品率,并适用于一模多孔挤压。但进口产品的价格高不能推广,而原来许多国产双牵引机性能不稳定,大家使用都没有信心。不过只要有合理的价格,国内也能做出和进口设备同品质甚至更实用的双牵引机组。例如,已在银一百铝业投产多年双牵引和自动化后部设备(包括自动拉伸矫直机、自动成品锯切机、自动长棒热剪炉等)运行非常稳定可靠。
2.1带飞锯的双牵引机以最佳的液压和机械部件为基础,可靠实用的控制系统为核心,保证了我们提供设备具有高品质、高水平生产能力,低维修要求。
a) 帮助挤压成型,减少修模次数,特别适用于一模多孔挤压。
b) 挤压机不必等待牵引机返回来就可进行下一个挤压周期,因而大大提高了生产效率。
c) 飞锯系统正好沿着铝棒接头的焊合线进行锯切,使废品数量降到最低,大大提高成品率。
d) 两个牵引头可平稳、恒力进行交接,可有效地避免型材形成震动痕。
e) 后牵引头高速回程可满足任何高速挤压的要求。
2.2 自动挤压配套设备优点
a) 根据生产条件和相应的产品要求有针对性地、有控制地进行型材冷却。
b) 符合产品高度要求的挤压辊道,冷却后被作为高温传送带的横向传送机,可自动运行的拉伸带、装料带和取料传送带。
c) 装有视频监控的自动拉伸矫直系统,可根据需要的型材长度进行自动调节,实现全自动操作。薄板夹紧头可减少型材未端的变形。
d) 装有型材长度挡块的横切台采用数字锯切长度预选和型材未端定向装置,安全传送锯切好的型材。
e) 可提升和下降的横向传送机用于型材的人工卸料,或者用于将锯好的型材运送到堆垛旁。
2.3 长棒加热炉及热剪机的特点
a) 铝棒存储台带有自动翻棒系统。
b) 铝棒推进机用液压马达及减速机作驱动带动传动链条将铝棒送到加热炉和热剪机中。
c) 铝棒加热炉利用燃气分区加热,多点测温,可实现梯度加热,承载轨道采用耐热不锈钢铸造。
d) 热剪机设置了单切循环,无废料双切循环,前、后废料双切循环,单根铝棒循环自动剪切,机械部分是由液压缸带动剪刀进行水平式前切,并带有自动送棒系统,将铝棒自动送入挤压机中。
e) 编码器精度控制棒长,触摸屏显示和设置,自动化操作,生产效率高,方便维修,大大减轻工人劳动强度。
3. 立体全自动仓库系统(成品仓库、模具仓体等)
多品种少批量生产和迅速准确发货要求企业有现代化、高效率的物流系统。每个铝型材企业每月几千吨甚至几万吨的物料、成品、模具的流转,如果物流路径不合理,仓库系统不自动化,管理手段不先进将会给企业的管理和成本带来很大的困扰。如果不能保证正确的进、出仓及库存管理,将会导致管理费用的增加,服务质量也难以保证,从而影响企业的竞争力。
传统仓库管理是简单堆放、人工记忆、或者是手工录入电脑,费工费时,使用了很多员工,但结果是发货时翻料、找料、甚至是找不到料,已无法满足当今复杂多样的仓库作业及库存管理。如今立体全自动仓库可有效利用空向,减少占地面积和用工人数,塔式自动存取机能按照编制的入库单/出库单自动地把成品(或模具)从入口处搬运到目的仓位或从指定仓位把成品(或模具)搬入到出口处,入库、出库计算机管理自动快捷、节约人力、降低成本。同时能进行恰当的库存管理,数据准确还可与企业的ERP连接,实现效率的提高和管理的加强。
自动化立体仓库是一种功能多、规模大、利用率高的物资配运中心,广泛地运用于大型仓库,能按照编制的人库单/出库单自动地把物件从入口处搬运到目的货位或从指定货位把物件搬运到出口处。完成这一搬运任务的塔式自动存取机是该系统的最关键部份,它在高层固定货架巷道中运行。下面介绍一家铝型材厂成品立体自动仓库的控制系统。
A.塔式自动存取机的工作流程及控制要求
某大型铝型材厂的成品立体自动仓库巷道长78米,巷道两边为高层货架,货架每排68列、10层,二排货架共1360个货位。每个巷道配一台塔式自动存取机。塔式自动存取机从出口或入口开始在巷道中前后运动,升降机构沿立柱可上下运动到目的货位,然后货叉机构开始按抓取货物、推入货物到目的货位、卸下货物、货叉收回至原位的顺序,完成存放货物任务。反之可完成取出货物任务。前后、升降、货叉运动均采用电机拖动并互为连锁,而且都带有过载保护。为了提高效率,塔式自动存取机有全自动、半自动、手动三种工作方式。
B.系统组成
本系统采用西门子 PLC与一台上位监控机组成一个上位连接式PLC网络。每台PLC控制一台塔式自动存取机。配置远程I/O系统,远程主、从I/O单元接口采用RS-485总线标准,通信距离达到300米。把带有CPU模块、LK202通信模块及远程I/O主单元RM201模块所构成的主站放在主控室内,把带有远程I/O从单元RT201模块、输入输出模块的从站放在塔式自动存取机上,使满足通信要求。一台或多台塔式自动存取机均由上位监控机控制,只需在上位机调用入库单/出库单的子程序或人工输入入库单/出库单,塔式自动存取机便自动完成装卸任务。当因为某种故障系统不能正常工作时,系统报警,此时可半自动或手动操作。同时系统还提供了16位数字显示及键盘输入和人机界面,具有显示、监视、操作、控制功能。
C.系统的主要功能
3.1 塔式自动存取机速度控制
为了既满足工艺要求,又能提高工作效率。速度太高,惯性大,精确定位困难;速度太低,效率不高。故要对速度进行控制。速度分高(40m/s)、中(20m/s)、低(5m/s)三档,设塔式自动存取机离目的货位的距离为S个货位,其平移速度变化规律如下:为了使塔式自动存取机运行平稳,平移运动、升降运动、货叉运动互为连锁。升降速度与平移速度的控制采用变频调速能满足上述要求。
3.2 位置定位的确定
塔式自动存取机只有精确定位(误差小于5mm),才能有效地存取货物。否则就可能碰坏货架、货物等,严重时会损坏塔式自动存取机本身。
层认址方法:在塔式自动存取机的立柱上相对每层的位置安装一片认址片,升降台上安装一个光电开关,光电开关随升降台上下运动,每到一层时,光电开关通过认址片,产生一脉冲信号送PLC,利用可逆计数器CNTR的脉冲计数来实现层认址。升降台上升,计数器加1,升降台正降,计数器减1。计数器的数字大小就表示塔式自动存取机所在的层,从而达到层认址的目的。
列认址方法:在巷道的地基上相对每一列货位的适当位置安装一片固定的认址片,在塔式自动存取机底部安装光电开关来认址。原理和方法与层认址相同。
3.3 入库单/出库单的确定
首先确定每排高层货架摆放铝型材的类型或客户区域,按仓库管理的设定的装货顺序和出货顺序进行作业。铝型材的摆放由入库单/出库单子程序自动给出,也可人为干预。仓库管理可以按订单和客户,也可以按品种规格非常方便。
3.4 系统的通信
该系统是一种主人式总线型工业局域网。采用RS-422总线上位连接系统。以上位机作为工业局域网通信的主站,其它多台PLC作为从站。主站采用轮询的方式,按一定顺序,逐个与各PLC通信,所有数据通信都只在上位与各PLC之间进行,各PLC之间没有数据交换。如各PLC要进行交换数据,也只能经过上位机中转。PLC向上位机发回的信息包括塔式自动存取机当前的位置及状态、操作命令的完成、取消等。经过通信再在屏幕上显示塔式自动存取机位置及状态。以便操作员了解现场有关情况。
上位连接单元通信参数的设置
该系统的上位连接单元为C200H-LK202,它的前面板上有4个参数设置的拨盘开关SW1~4,SW1~2用于设置该上位连接单元的设备号,取值范围00~31。SW3用来选择6种波特率数据之一。SW4用于设置命令级、选择奇偶校验及展步数据格式,取值为0~15。
上位机与PLC的串行通信
上位机与PLC的通信采用主从应答式,上位机发出命令帧,始终处于主动地位;从站用响应帧应答。在命令帧和响应帧中包含有通信的数据,本系统为多点(1:8)通信系统。
4.铝型材的包装自动化系统
走进铝型材企业可以看到很多包装工人,而手工包装产品外观不统一、质量缺陷多、用工量大、管理成本高,现在有很多企业已经尝试引进自动化设备,但进口系统价格较高,包装形式单一,运行不可靠,改进性不强,所以要适应铝型材企业包装多样化、场地局限性等要求,包装自动化系统设备的研发创新空间还很大。
在铝型材企业自动化生产设备方面,还有很多系统需要开发,例如挤压产品自动堆垛,自动时效,坯料、废料自动传输,坯料中转自动仓库,自动计量系统等,随着我国技术的不断进步,用工成本的不断攀升,企业硬件投资的不断扩大,自动化生产设备的需求会越来越大,自动化生产设备的研发创新要求会越来越高,我们应顺应发展潮流,积极面对挑战。铝型材企业多采用自动化生产设备,减少用工,降低成本,提高企业竟争力。设备制造企业应多研发价格合理、可靠实用的铝型材自动化生产设备。配合和支持铝型材行业的发展。

