
1 概述
电解着色是铝型材表面进行着色处理的一种技术,是在铝型材表面阳极氧化之后,电泳或封孔之前,对需要着色的铝型材进行的一道工序,其原理是通过电化学作用使着色溶液的重金属离子沉积在阳极氧化膜孔的底部,通过光的干涉作用形成各种颜色。不同的槽体溶液及工艺方法,铝型材电解着出的色彩效果也不一样,所要求的着色电源提供的电流或电压的大小、波形及工作时间长短也不同。为满足人们追求不同的种类、色彩的需要,目前在生产使用的着色电源种类也繁多,铝型材电解着色的方法主要分为交流着色和特种波形着色两大类。
交流着色方法又分为完全交流着色和直流-交流着色两种,适应的工艺是锡盐和镍锡混盐为主。交流着色方法又称浅田法,完全交流着色方法是日本早期的最主要的着色方法,由于着色电源直接采用电网交流频率,简单、易行,目前也是我国最广泛采用的着色方法。直流-交流着色方法真正意义上来说也属于交流着色,最大的特点是,进行交流着色之前有一段时间的直流处理,在着色槽中处于阳极进行电解,其目的是使不同部位氧化膜进行均匀化处理,同时改变膜孔结构,防止着色后氧化膜开裂。然后再进行完全交流着色,这样可以得到较均匀的颜色,特别是着浅色优势明显。我国早期引进的欧洲国家生产的着色电源,例如:意大利ELCA、德国及西班牙生产的着色电源均为此类。
特种波形着色分为住化法、均匀化和多波形等,多用于镍盐着色工艺。日本在特种波形着色方面的研究和工业应用令人瞩目,在着色波形、槽液控制设备和操作工艺等方面做了相当细致的研究。其中,均匀化着色方法具有着色均匀,着色时间短,自动化程度高等特点,已在世界上有超过一百多条线使用。该着色技术要求对槽液杂质的控制较为严格。
2 均匀化着色电源研究
均匀化着色是一种定电流密度控制的直流脉冲电解着色技术。铝经过阳极氧化后先作为阳极处理(称之为P处理),然后作为阴极按60~1800次/min通以正负脉冲电压,正负脉冲电压的时间比ta/tc为0.005~0.30(称之为C处理)。均匀化着色电源输出电流波形如图1所示:
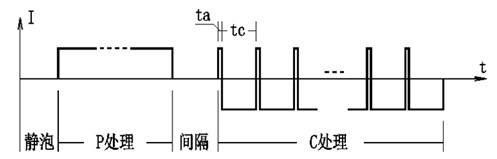
图1 铝材表面均匀化着色电源输出电流波形
在P处理过程中,电流密度的范围应在300A/m2以内,比较合适的使用范围是5~50A/m2;通电时间范围应在2分钟之内,比较合适的使用范围是20~50s。P处理的作用主要是使铝基层和氧化膜多孔层之间致密的氧化铝层(阻挡层)成长,厚度增加,氧化膜均匀化,可改善电解着色时颜色的附着性,还能防止发生着色时氧化膜的剥落现象。
在C处理过程中,电流密度的范围应在100A/m2以内,比较合适的使用范围是5~50A/m2;电流周期频率范围为1~30Hz,比较好的使用范围是2~20Hz;电流的正负占空比(ta/tc)范围为0.005~0.30,使用比较理想的范围是0.01~0.25。在C处理过程中,正向电流的主要作用是能有效地抑制继续进行的电解着色中多孔性的氧化膜溶解产生的老化现象及金属氢氧化物的析出现象,防止发生剥落现象对氧化膜造成破坏,使电解着色能够稳定持续进行,从而获得浓厚、附着性好的着色氧化膜。
着色电源主回路见图2所示。在变压器降压,全控桥整流后,再利用麦克墨莱电路控制电流的输出方向,可实现正、负波形的输出。其控制原理是:调节三相全控整流桥电流输出来控制电源输出电流的大小,通过控制麦克墨莱电路中四个半导体元件的导通和关断来满足输出波形的要求。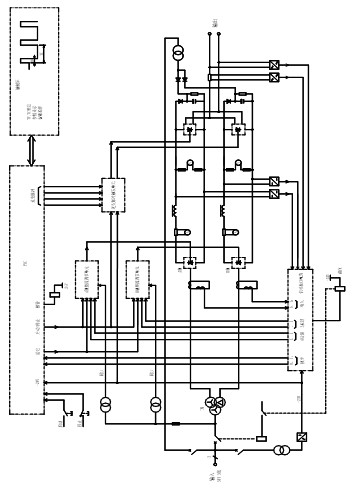
图2 铝材表面均匀化着色电源主回路原理框图
整流控制电路的传递函数模型如图3所示。PI调节的放大倍数K取值对控制系统影响较大,从系统仿真结果可看出,PI调节的放大倍数K取值越大,系统响应越快,但是K值太大,系统将波动,K取值小时,系统过度平滑,但时间较长。因此选取合适的K值可使整流控制系统达到较理想的效果。
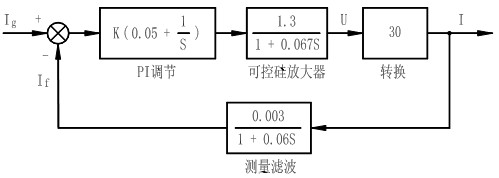
图3 整流控制电路传递函数模型
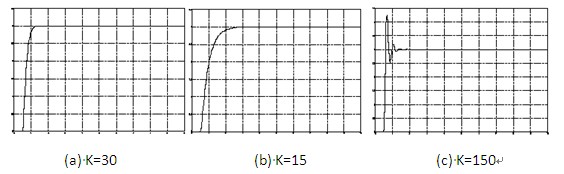
图4 整流控制电路阶跃输出仿真波形
图5是整流控制电路K=30实际输出的响应波形,由于录波的采样器件转换比值选取较大,在0点附近存在死区和滞后转换,当整流输出稳定后,转换到录波器的电压只有0.06V,所以显示波形有些滞后。输出波形与图3-3(a)的仿真波形相似,PI调节的放大倍数K选取30较为合适。
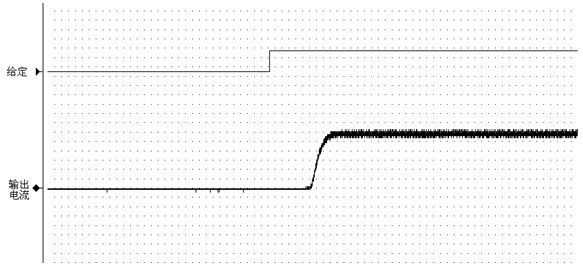
图5 整流控制电路实际输出阶跃波形
图6是样机在电阻负载下输出的电流、电压的波形全过程,图中P处理时间是3s,输出电流是750 A,电压30V;间隔时间是10s;C处理时间是5s,输出电流是1000 A,电压±40V,正向脉冲宽度为20ms,周期为200 ms,与设置值完全符合。图7是图6中C处理放大后的波形。
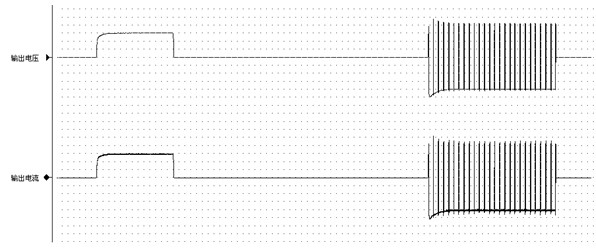
图6 样机在电阻负载下输出的电流、电压波形
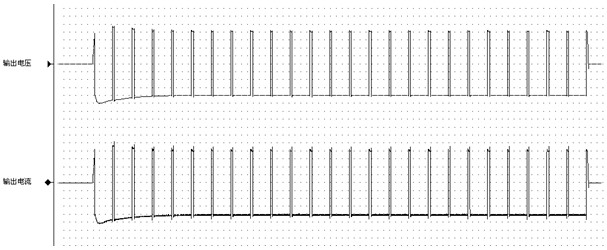
图7 经放大后的C处理环节波形
为了便于参数设置和用户使用,电源设备配置了智能触摸屏作为人机界面,具有操作方便、指示清晰、显示内容丰富等优点。
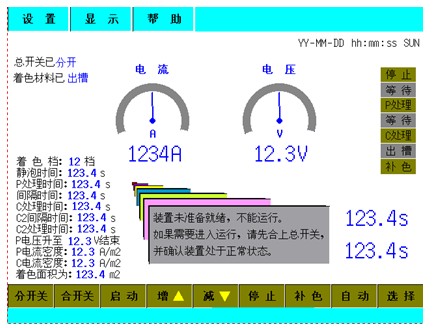
图8 铝材表面均匀化着色电源的人机界面
3 均匀化着色方法应用举例
我公司是国内唯一的均匀化着色电源制造商,为国内某铝材厂设计制造的均匀化着色电源的主要参数和主要功能如下:
电压及范围:三相、频率50Hz、380V±20%
额定输出电压:±30V~±80V
额定输出电流:1000A~4000A
最小输出电流:额定输出电流的10%输出电流精度:±3%以下
输出电流纹波:7%以下(在额定电流的30%~100%内)
入槽静泡时间:可在10~3000s内设定
P处理时间:可在0~3000s内设定
P处理与C处理间隔时间:可在10~3000s内设定
C处理时间:可在0~3000s内设定
C处理时脉冲周期:20ms~300ms内设定
C处理时正脉冲宽度:10ms~100ms内设定
能满足二次C处理的要求
能满足补色(即再进行C处理)的要求
有必要的保护措施
着色电源可设置的波形见图9和图10所示。
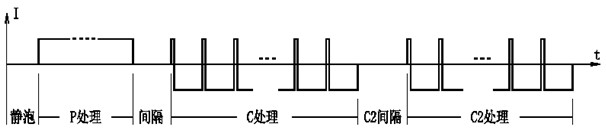
图9 可设置的输出波形
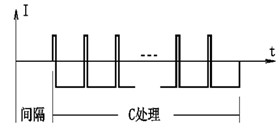
图10 在补色状态下输出的波形
现场投运时时的波形见图11和图12。由于电解槽的极化效应,在正负转换的瞬间会出现较大的电流尖峰。
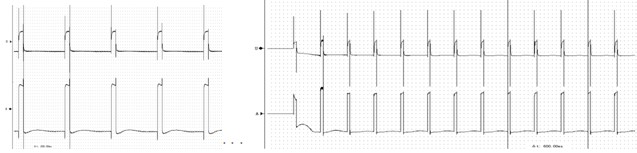
图11 输出3000A时的波形 图12 输出2000A时的波形
现场实测结果:上料面积100m2, 20μm黑中带红,着色时间440秒。
4 结束语
简要介绍了铝型材电解着色技术和特点,重点阐述了均匀化着色电源的主回路结构、控制模型、控制参数和样机试验结果,并给出了现场应用的实际波形和实际着色效果。我国铝型材表面处理技术通过引进、消化、吸收,目前与国外相比没有本质的差别。但是从工艺水平、装备条件、技术管理、环保考虑、品质指标和产品质量等方面与国外先进水平比较仍有不少差距。本文主要介绍了均匀化着色电源的开发研制和现场投运情况,旨在共同分享技术研发的成果,促进行业技术和工艺进步。经过现场的应用及检验,我公司自主研制的均匀化着色电源能完全满足均匀化着色工艺的要求,大幅度降低了设备采购成本,达到了取代同类进口产品,满足市场需求的目的。