
引言
基于数字控制的大功率晶闸管整流设备在电化学行业获得了广泛应用,包括氯碱化工、电解铝、铝型材表面氧化、着色等。研究电化学过程负荷模型、整流器模型和控制器模型,有助于我们更好地选择控制模型、设定控制参数和有针对性地设计差异化的整流设备。
1.负荷模型
电化学过程分为三类:原电池、电解槽、腐蚀电化学。本文只探讨电解槽的负荷模型。电解槽由槽体、阳极和阴极组成,多数用隔膜将阳极室和阴极室隔开。按电解液的不同分为水溶液电解槽、熔融盐电解槽和非水溶液电解槽三类。当电流通过电解槽时,在阳极与溶液界面处发生氧化反应,在阴极与溶液界面处发生还原反应,以制取所需产品。
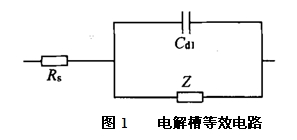 |
Randles等效电路表示了最典型的电解槽电化学过程,对于没有吸附、没有成膜及其他固相过程的系统,均可应用【2】,见图1所示。等效电路由溶液电阻![]() (也包括了阳极和阴极的电阻)、双电层电容
(也包括了阳极和阴极的电阻)、双电层电容![]() 、法拉第阻抗h
、法拉第阻抗h![]() 组成。
组成。
一个电化学系统既有法拉第阻抗,也有非法拉第阻抗。对于法拉第阻抗,有多种数学模型加以描述【3】。一般地,它包括电化学反应电阻和浓差极化阻抗,图1可细化为图2所示等效电路【2】。其中,![]() 是溶液和电极之间形成的膜的电阻,
是溶液和电极之间形成的膜的电阻,![]() 、
、![]() 是与电化学反应相关的、表征电极与溶液界面电荷转移的相关信息的量。
是与电化学反应相关的、表征电极与溶液界面电荷转移的相关信息的量。
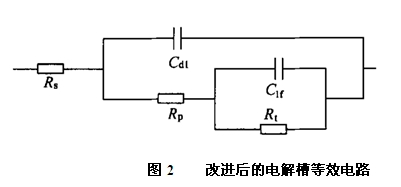 |
图2 改进后的电解槽等效电路
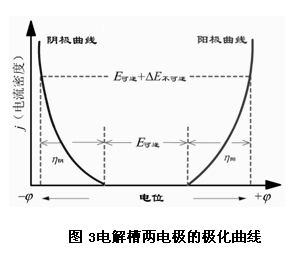 |
电解槽的槽压主要包括极化电压和欧姆压降两部分。在电化学过程中,电极电势与电流密度之间的关系曲线称为极化曲线,阳极和阴极曲线之间的电位差即为极化电压,见图3所示。
由图可见,当电流密度足够大时,极化电压基本恒定。所以在氯碱化工和电解铝等行业,电解槽的等效电路还可用图4表示【4】,这种模型既容易理解,也便于工程设计选型。
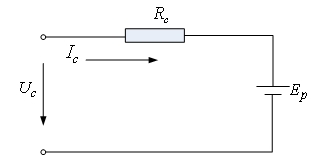
图4 适用于直流电解的电槽等效电路图
需要指出的是,这种模型仅适用于直流电解场合。在使用正负脉冲电源的场合,比如铝型材硬质阳极氧化和着色,双电层电容的充放电效应非常明显,而且,极化电压始终与外加电压反向。
2.整流器模型a)基本模型
晶闸管被触发导通后,就失去了受控状态,直到下个换相触发脉冲出现,这说明晶闸管整流器完全等效于零阶保持器【5】,其传递函数为:
![]()
其中, ![]() —换相时间
—换相时间
![]() —整流器放大倍数
—整流器放大倍数
当控制系统截止频率远小于采样频率时,整流器数学模型可简化为比例加时滞环节【5】,即:
![]()
由零阶保持器的特性知道,零阶保持器的信号会产生一定时延,延滞时间为半个采样周期,因此,
![]() 。
。
将上式按泰勒级数展开,则
由于![]() 很小,忽略高次项,则整流器传递函数等效为一阶惯性环节:
很小,忽略高次项,则整流器传递函数等效为一阶惯性环节:
![]()
b)整流器时间常数
换相时间![]() ,其中,f—电源频率;m—由整流器接线方式决定的常数,对于三相半控桥或三相零式m=3,三相全控桥或六相零式m=6。
,其中,f—电源频率;m—由整流器接线方式决定的常数,对于三相半控桥或三相零式m=3,三相全控桥或六相零式m=6。
对于目前常用的三相全控桥而言,![]() 0.00167秒。对于较大时间常数负载,整流器可看作是一个比例环节。
0.00167秒。对于较大时间常数负载,整流器可看作是一个比例环节。
c)整流器放大倍数
槽电压直接受电流密度的影响。一般情况下,槽电压与电流密度呈线性关系。不同电解槽随着膜结构性能的改变,电压—电流密度曲线的斜率是不一样的。同一个电解槽,槽电压随电流密度变化的梯度,还分初期值和终期值。关于槽压计算的方法,推荐的计算式为【6】:

式中:![]() --电槽系列单元总数
--电槽系列单元总数
![]() --极化电压
--极化电压
![]() --电槽电压随电流密度变化的梯度,分初期值和终期值。
--电槽电压随电流密度变化的梯度,分初期值和终期值。
![]() --电槽回路母排压降随电流密度变化的值,对于复极槽来说,没有槽间联排,该项不在槽压之列。
--电槽回路母排压降随电流密度变化的值,对于复极槽来说,没有槽间联排,该项不在槽压之列。
整流器放大倍数决定于当前给定的运行电流密度和当前的阀侧电压。给定电流密度决定了电压标幺值为![]() ,在此基础上,整流器放大倍数的计算公式如下:
,在此基础上,整流器放大倍数的计算公式如下:
![]()
式中:![]() --阀侧实际线电压
--阀侧实际线电压
![]() --含回路压降、换相损失等
--含回路压降、换相损失等
![]() --最小控制角。
--最小控制角。
3.控制器基本模型
由于极化电压在电流密度足够大时基本恒定,所以电解槽基本上可视为阻性负载。PID控制算法在电化学整流设备中得到了普遍的应用,并且简单和有效。PID在表现形式上可分为并联型和串联型两种,其主要区别在于并联型PID是无差调节,而串联型PID是有差调节。
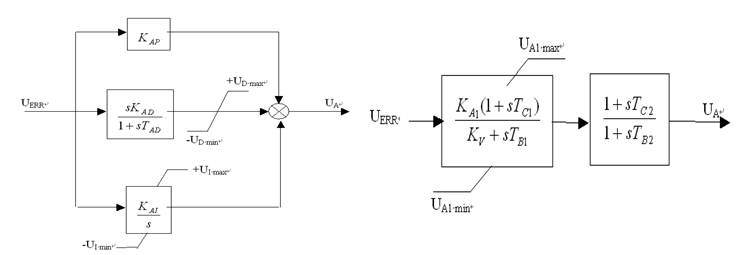
图5 并联型PID调节器模型 图6 串联型PID调节器模型
4.数字控制实现
数字控制实现过程可用图7概括地表示,包括时域分析法和频域分析法,这两种方法之间也可互相转换。时域分析法是把微分方程转换为差分方程,频域分析法是拉氏变换到Z变换的过程。从拉氏变换到Z变换常用的方法是后向差分法和双线性变换法。
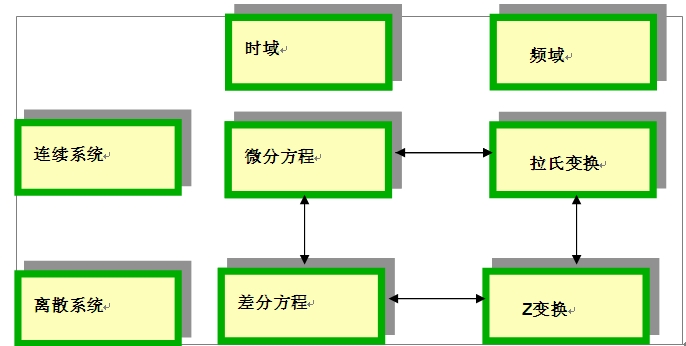
图7 数字控制实现过程
5.应用
5.1 氯碱化工直流整流电源
设计某氯碱厂整流设备,采用三相全控桥,数学模型见图8所示,其中负荷模型可以简单地用一个放大倍数为1的比例环节表示。
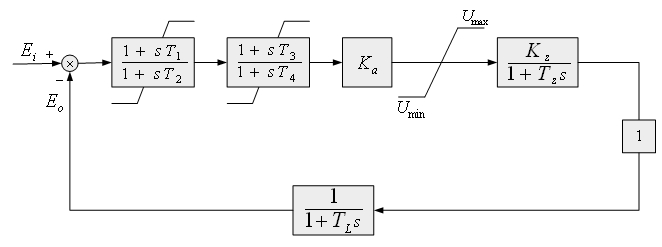
图8 氯碱厂整流设备的数学模型
模型确定后,可以用阶跃试验的方法快捷地选定调节器各项参数。图9~11是不同参数下阶跃试验的波形,其中,Uk1表示调节器控制信号,Idc表示设备输出电流。
|
名称 |
代码 |
数值 |
||
|
图9 |
图10 |
图11 |
||
|
调节器参数 |
T1 |
1 |
0.7 |
0.3 |
|
T2 |
4 |
4 |
4 |
|
|
T3 |
0 |
0 |
0 |
|
|
T4 |
0 |
0 |
0 |
|
|
Ka |
120 |
120 |
120 |
|
|
整流器参数 |
Tz |
0.00167 |
0.00167 |
0.00167 |
|
Kz |
1.5~2.5 |
1.5~2.5 |
1.5~2.5 |
|
|
反馈滤波参数 |
TL |
0.02 |
0.02 |
0.02 |
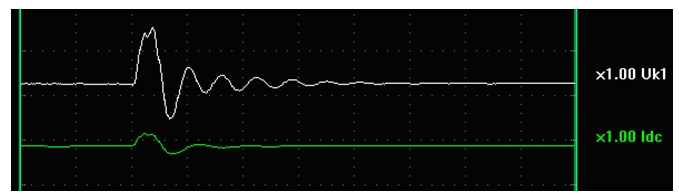
图9 在特定参数下的控制信号和输出直流电流波形
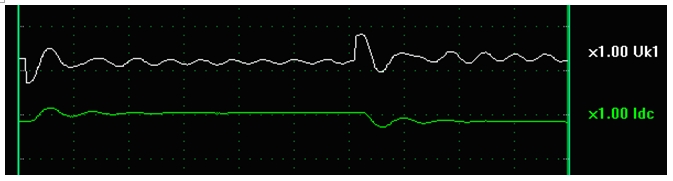
图10 在特定参数下的控制信号和输出直流电流波形
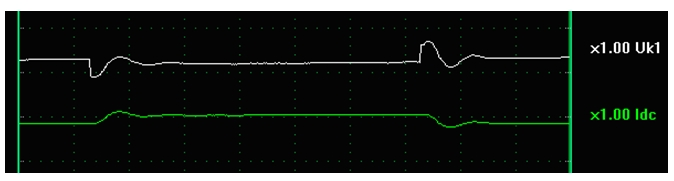
图11 在特定参数下的控制信号和输出直流电流波形
5.2 铝型材脉冲着色电源
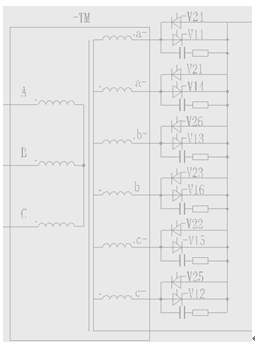 某铝型材厂着色工艺要求采用脉冲电源。主回路设计为六相半波双桥反并方式,见图12【7】。
某铝型材厂着色工艺要求采用脉冲电源。主回路设计为六相半波双桥反并方式,见图12【7】。
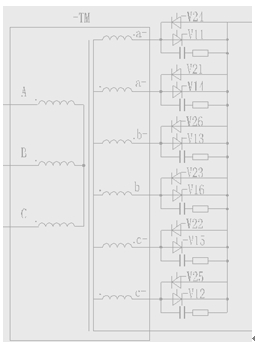
图12 脉冲电源主回路原理图
图13是出厂试验波形,由于负载为纯阻性,电流与电压波形是一致的。图14是现场录取的波形,由于极化效应和双电层效应,电压换向初期,电流幅值明显增大。
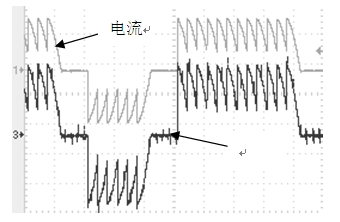
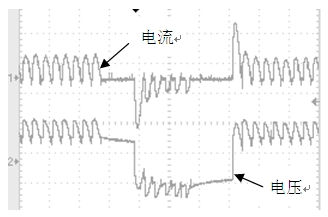
图13 电阻负载波形 图14 电解槽负载录波图
6.结束语
本文简要分析了电化学整流设备数学模型,介绍了控制器数字化设计的基本方法,给出了两个不同行业的应用实例。电化学反应过程比较复杂,对于电解槽而言,当外加电压为直流时,在较大的电流密度下极化电压基本恒定,所以负荷模型可等效为一个比例环节。在外来电压可换向时,情况会比较复杂,尤其是负载较大时,几台脉冲电源同时工作,采用图8所示数学模型,调节器参数配置会很困难,这是因为阀侧电压受冲击负荷影响产生波动,进而影响调节的稳定性。这时,其它的控制方法比如串级控制、前馈—反馈控制等需要加以考虑。