
缩尾是锭坯表面上的氧化皮、偏析瘤或油污等杂质及附着于挤压筒内衬的污物、润滑剂等,在挤压后期挤入挤压件内部,使得金属制品内部不连续、不致密,组织与性能降低的一种缺陷。依其出现的部位分为中心缩尾、环形缩尾和皮下缩尾三种类型。它是长期来一直困扰挤压技术发展的一项技术难题,几乎占棒材废品量的一半,严重影响棒材的成品率,降低了企业的生产效率和经济效益。
在实际生产中,通过调整挤压工艺条件取得了一定的效果。如通过增加挤压压余的厚度,一般约为60mm~80mm,或铸锭刨皮的措施能够较好地解决缩尾问题,但是却降低了产品的成品率,且增加消耗工时、能耗,使生产成本上升。为了找到既能更好地防止缩尾,又能减小挤压压余的厚度避免铸锭刨皮工序的方法,专门从模具设计结构的角度进行研究,共选用了9种不同设计结构的模具进行了对比挤压试验。试图找出适合的模具设计结构,以尽可能减少缩尾废品,提高铝合金棒材的成品率。
1 试验设备与试验方案
试验材料为6063铝合金,经均匀化处理后但不刨皮,切成Φ130×550mm的成品铸锭。铸锭在加热炉中均匀加热到490~500℃后,在10MN卧式挤压机的Φ130mm圆挤压筒上,用Φ200(单孔)模具,模具温度为430~450℃,采用正向无润滑挤压出Φ20mm的6063铝合金棒材。λ=45.56;挤压速度V=23~25m/min;挤压压余15mm;挤出长度为22000mm。共采用9种设计结构的模具进行挤压,每种模具结构各挤压2根铸锭,然后取第二根铸锭挤压的长料由尾端至前端切取低倍试片,并记录各种模具结构下出现缩尾的长度,进行对比研究。
2 试验结果与讨论
2.1 试验结果
试验1~9所采用的模具结构分别如图1~9所示,缩尾长度的对比如表1所示。表中所列条件下的挤压压余厚度均为15mm,缩尾长度包括挤压长料头、尾两段的缩尾长度。
2.2 讨论
(1)挤压铝型材头段出现的缩尾,主要由于这几次试验挤压压余留得太短,只有15mm。导致在上一个铸锭挤压完成时就已经将铸锭表层氧化物、偏析瘤或油污等脏东西卷入模具并残留在模具的导流槽和蓄铝环中,在下一个铸锭挤压时,就必先把模具中残留的铝先挤压出去,这样就形成了头段缩尾。如果压余留得足够长,是不易出现头段缩尾现象的。
(2)蓄铝环或导流槽入口的外接圆尺寸对缩尾长度的影响。
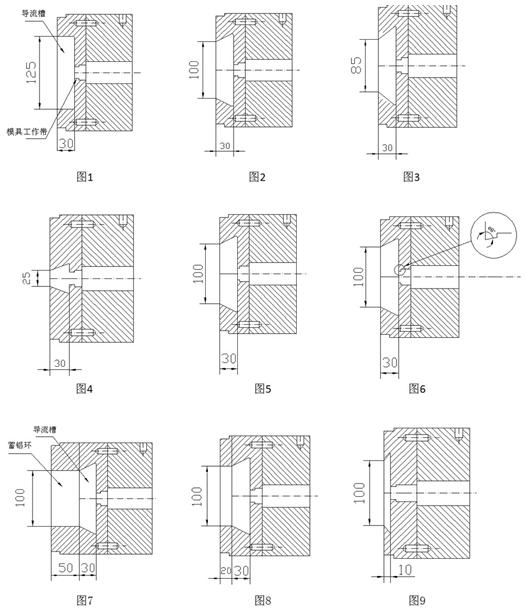
表1 不同模具设计结构条件下棒材的缩尾长度
|
序号 |
模具设计结构 |
缩尾长度(mm) |
备注 |
|
|
挤压头段 |
挤压尾段 |
|||
|
试验1 |
图1 |
750 |
2500 |
1、工作带长度为4mm,且与竖直方向成90°角。2、导流槽采用圆形设计。 |
|
试验2 |
图2 |
750 |
1200 |
1、工作带长度为4mm,且与竖直方向成90°角。2、导流槽采用圆形设计。 |
|
试验3 |
图3 |
500 |
1500 |
1、工作带长度为4mm,且与竖直方向成90°角。2、导流槽采用圆形设计。 |
|
试验4 |
图4 |
250 |
3000 |
1、工作带长度为4mm,且与竖直方向成90°角。2、导流槽采用圆形设计。 |
|
试验5 |
图5 |
750 |
750 |
1、工作带长度为2mm,且与竖直方向成90°角。2、导流槽采用圆形设计。 |
|
试验6 |
图6 |
750 |
500 |
1、工作带长度为2mm,且与竖直方向成88°角。2、导流槽采用圆形设计。 |
|
试验7 |
图7 |
2000 |
0 |
1、工作带长度为4mm,且与竖直方向成90°角。2、蓄铝环和导流槽采用圆形设计。 |
|
试验8 |
图8 |
1000 |
150 |
1、工作带长度为4mm,且与竖直方向成90°角。2、蓄铝环和导流槽采用圆形设计。 |
|
试验9 |
图9 |
250 |
1000 |
1、工作带长度为4mm,且与竖直方向成90°角。2、导流槽采用圆形设计。 |
|
|
|
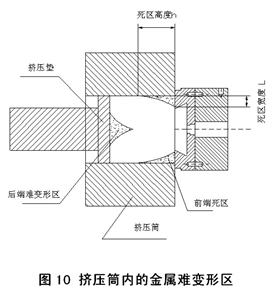
从表1中的试验1、2、3、4号模具设计结构和头、尾段缩尾长度对比情况可以看出,在同一挤压工艺条件下,模具导流槽入口尺寸为25mm时(见图4)挤压尾段缩尾最长,达到3000mm;入口尺寸为100mm时(见图2)挤压尾段缩尾最短,仅为1200mm。但是,当入口尺寸从100mm增大到125mm或减小到85mm时,其尾段缩尾的长度又会变长。这就证明了蓄铝环或导流槽的入口尺寸大小设计是控制挤压尾段缩尾的关键要素之一。因为蓄铝环或导流槽与挤压筒内衬形成的前端死区宽度和高度(如图10所示),将影响到蓄铝环或导流槽端面对阻挡铸锭表层氧化物、偏析瘤、油污等脏东西卷入模具的效果。所以蓄铝环或导流槽入口尺寸的确定既要保证形成足够的前端死区宽度,又要尽量地减小前端死区的高度。
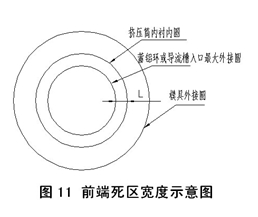
前端死区的宽度L近似等于挤压筒内衬半径与蓄铝环或导流槽入口尺寸外圆半径之差,如图11所示。在同一种合金,同一挤压工艺条件下,模具与挤压筒内衬形成的前端死区宽度越大,其死区高度h就越大。前端死区的高度越高,在挤压后期铸锭外层氧化物、偏析瘤或油污等脏东西就会越早的向中心流动而形成更长的尾段缩尾。所示蓄铝环或导流槽的入口尺寸既不是越大越好,也不是越小越好。如试验1、2、3、4号的前端死区高度分别为5mm、17.5mm、25mm、和55mm,由表1可以看出,当前端死区高度为17.5mm时,对防止挤压缩尾的效果最好。
(3)模具工作带长度和角度对缩尾长度的影响。从试验1和试验5号的模具构造和缩尾结果对比,以及试验5和试验6号的模具构造与缩尾结果对比可以看出减短工作带长度,或工作带做成88°促流角设计都可以减小铝合金在被挤压通过工作带时受到的摩擦应力的影响,让金属变形区内、外部的金属流动速度更加趋向于平衡,减少了尾段缩尾的长度。
(4)蓄铝环和导流槽的容积对缩尾长度的影响。
试验7和试验8号的模具结构的区别在于蓄铝环厚度的不同,然而其头、尾段的缩尾情况却不一样,试验7尾段缩尾为0mm,试验8的尾段缩尾为150mm,加厚的蓄铝环只是相当于把尾部铸锭放入蓄铝环内挤压,相当于延长了压余的厚度,只不过它不能被切除掉,反过来却增长了前端缩尾的长度。这就说明蓄铝环越厚尾段缩尾长度就越短,甚至消失。而从试验6和试验9号的结果对比分析,同样也说明了减小导流槽的深度则相当于减少了压余的厚度,导流槽的深度越小,其挤压头段的缩尾就越小,但是反过来又增加了尾段缩尾的长度。综上所述:蓄铝环厚度越厚、导流槽的深度越深,挤压尾段产生的缩尾就越短,但是却增长了挤压头段的缩尾废料。挤压头段缩尾废料长度近似等于V/S(V:蓄铝环与导流槽的容积;S:挤压棒材的截面积)。
3 结论
采用9种不同结构设计的模具,在同一种挤压工艺条件下对6063铝合金Φ20mm棒材挤压缩尾进行了对比分析。
(1)合理的蓄铝环或导流槽入口大小尺寸设计,既可以阻挡铸锭表面的氧化皮、偏析瘤和油污等脏东西过早的卷入模具,又能减少挤压棒材尾段缩尾的长度。对于采用内衬直径为Φ135mm的挤压筒进行棒材挤压时,蓄铝环或导流槽的入口采用Φ100mm的圆形设计最能防止尾段缩尾的发生。
(2)对于铝合金棒材的挤压,蓄铝环或导流槽与挤压筒内衬形成的较为理想的前端死区宽度L=17.5mm~25mm是适宜的。
(3)减短工作带长度或采用略小于90°的工作带促流角设计来减少铝合金通过工作带时的摩擦应力,这样可以平衡金属变形区内、外部流动的速度,可减少尾段缩尾的长度。
(4)合理地利用蓄铝环的厚度,可以在不加长压余的情况下,将缩尾较为平均的分布在挤压头、尾两段,并将其当作头尾调直夹头废料切除,提高生产成品率,如试验5、6的结果所示。

