
靳力争,徐洪刚
(广东兴发铝业(河南)有限公司,河南,沁阳,454591)
摘要:通过分析挤压生产线用电设备的负荷特性,选择合理的无功补偿方式和适合的无功补偿装置、确定无功补偿点,并指出选型方法和使用注意事项,进行实际节能效果分析和运行经济性分析。
关键词:挤压生产线;负荷特性;无功补偿;节能;运行经济性
引言:由于铝型材具有质量轻、强度高、可塑性强、回收价值高等优点,使得工业铝型材在建筑及桥梁结构、航空航天、交通运输、机械制造业、电子电气和空调散热器及其它方面的应用也越来越广泛。挤压机作为铝型材生产线的主要设备,其逐渐向大型化、自动化、高效化方向发展。大型化的挤压机必然带来设备计算功率的相应增加,而挤压生产线中的主要负荷为大型电动机等感性负荷,其运行时必然消耗一定的无功功率用来建立旋转磁场,尤其在空载及轻载时功率因数很低,为此必须根据挤压生产线的负荷特点进行适当的无功补偿,但是具体选用那种补偿方式、补偿装置、补偿容量如何确定是本文讨论的重点。
一、挤压生产线负荷特性分析
1、设备组成
铝型材挤压生产线一般由主机(挤压机及其附属设备)和辅助设备两大部分组成。辅助设备主要由铝棒加热炉、模具加热炉、棚架装置、时效炉等设备组成。
2、设备的负载性质
铝型材挤压生产线的用电设备主要为拖到油泵和风机的三相异步电动机和加热用电阻丝,其中三相异步电机总功率占整体生产线设备总功率的75%以上,所以在整条挤压生产线用电设备组负荷呈感性。
3、生产线的供电方式
企业的低压配电方式分为放射式、树干式、变压器干线式、链式等配电方式。放射式配电方式的优点是各线路上的故障均不影响其他线路,配电可靠性高;且各线路继电保护整定方便,易于实现自动化。由于挤压机生产线一般由主机及辅助设备组成,且用电设备组容量较大,所以一般采用放射式配电方式,即整条挤压生产线分为主机和辅助设备两个设备组,两个设备组分别由低压配电室配电柜上相应的配电开关经两组供电电缆供电。
4、主机的负荷特点分析
4.1、挤压机的工作过程
铝棒坯料由加热炉加热到所需的挤压温度后,经过热剪切装置将铝棒切至合适长度,再由机械手送至“挤压”位置,然后由挤压机边缸带动工作缸活塞推动挤压杆进行快速推进,直至挤压杆杆头部进入盛锭筒,此时预调好的主令开关发出信号,使工作缸由快速前进转为慢速“工进”,对铝棒进行挤压加工。铝棒挤压完毕,盛锭筒与主缸同时后退,液压剪动作将余料切除,完成一个动作循环。在挤压前,盛锭筒及模具先进行预热,在挤压过程中盛锭筒由电加热装置保温,温度由温控仪或PLC根据所需的挤压要求自动调节,使其保持恒定。一个挤压周期通常为几分钟,例如4000MT挤压机挤压1200mm铝棒时一个挤压周期约为210S,其中主油缸缸杆快进与工进时间约180S。
4.2、挤压机设备组负荷特点及原始功率因数
挤压机的主油泵电机采用空载启动,挤压机工作时所有油泵依次全部投入工作,启动时油泵电机处于空载运行状态。挤压机在一个工作循环周期内带负载运行时间约为总时间的86%。在挤压机快进状态时,油泵电机处于轻载运行状态。在工进阶段,油泵电机处于重载运行状态,而挤压机工进时的第一阶段即由快进转工进时(铝棒充满盛锭筒时),挤压机油泵电机负载最大。经过现场测算,重载时间一般持续几秒钟左右,此后挤压机及盛锭筒后退排气,排气后继续工进,在铝型材刚流出模具时负荷最大,此时间决定于模具形状及结构对铝棒的阻力大小,模具对铝棒的阻力越大,油泵电机满载的持续时间越长,电机的负荷率越高,但一般持续十秒钟左右负荷开始下降。也就是说在一个挤压循环周期内,作为挤压机的主要大负荷用电设备,油泵电机满载运行时间会出现两次,间隔在几秒钟左右,每次持续数十秒钟,大部分时间处于轻载运行状态,油泵电机的负荷率较低。
总之,挤压机设备组正常运行时具有冲击负荷大、重载时间短、自然平均功率因数低的特点。经过现场对挤压机用电设备组的功率因数进行监测,设备组自然平均功率因数低于0.65,工进时电机负荷最大,功率因数自然升高。
5、挤压生产线辅助设备组的负荷特点
挤压生产线的辅助设备主要由棒炉、模具炉、棚架、时效炉等组成,其负荷具有同期率低,负载率低、负荷变化较大但变化速度较慢,功率因数不高(经实际监测设备组平均功率因数在0.6-0.75之间)等特点。
二、功率因数的几个概念:
1、瞬时功率因数:COSψ=P/√3UI 式中,P为某一时间有功功率表读数(KW);U为电压表瞬间显示值(V);I为电流表测出的读数(A)。
瞬时功率因数可用来了解和分析工厂或设备在生产过程中某一时间的功率因数值,借以了解当时的无功功率变化情况,研究是否需要和如何进行无功补偿的问题。
2、平均功率因数:又称加权平均功率因数,按下式计算
COSψ=Wp/√(Wp2+Wq2)=1/√(1+〖(Wq/Wp)〗^2 )
式中,Wp为某一段时间(通常取1个月)内消耗的有功电能,由有功电能表读取;Wq为某一段时间(通常取1个月)内消耗的无功电能,由无功电能表读取;
我国电力部门每月向用电企业收取电费,就是按月平均功率因数高低调整电费,凡功率因数每高于标准1%,奖励当月电费总额的0.15%以此累计,0.75%封顶。功率因数每低于标准1%罚当月电费总额的0.5%。功率因数在0.7以下
每低于标准1%罚当月电费总额的1%,并以此类推,以鼓励用电企业提供功率因数,减少供电系统的无功损耗。
3、最大负荷功率因数:是指通过计算负荷时的功率因数,按COSψ=P30/S30计算。
在我国《供电营业规则》规定:“用户在当地供电企业规定的电网高峰负荷时的功率因数应达到以下规定:100KVA及以上的高压供电用户功率因数为0.9以上,其它电力用户功率因数应在0.85以上”。并规定,凡功率因数未达到上述规定的,应增添无功补偿装置,通常采用并联电容器进行补偿。这里所说的功率因数,是指最大负荷时功率因数。GB50052-1995<<供配电系统设计规范》明确规定:“当采用提高自然功率因数措施后,仍达不到电网合理运行要求时,应采用并联电力电容器作为无功补偿装置。只有在经过技术经济比较,确认采用同步电动机作为无功补偿装置合理时,才可采用同步电动机。
无功就地补偿容量可以根据以下经验公式确定:Q≤UΙ0式中:Q---无功补偿容量(kvar);U---电动机的额定电压(V);Ι0---电动机空载电流(A);但是无功就地补偿也有其缺点:⑴不能全面取代高压集中补偿和低压分组补偿;众所周之,无功补偿按其安装位置和接线方法可分为:高压集中补偿、低压分组补偿和低压就地补偿。其中就地补偿区域最大,效果也好。但它总的电容器安装容量比其它两种方式要大,电容器利用率也低。高压集中补偿和低压分组补偿的电容器容量相对较小,利用率也高,且能补偿变压器自身的无功损耗。为此,这三种补偿方式各有应用范围,应结合实际确定使用场合,各司其职
三、无功补偿装置的设置及节能效果分析
无功补偿装置的设置有很多种方案,不能一概而论,必须结合本企业的具体负荷特性及本企业的实际经济情况进行综合分析、确定,使设备运行经济、投资成本降低。
无功补偿的方式的分类
根据无功补偿装置在电力系统中装设位置的不同,无功补偿方式分为集中补偿方式(分高压集中补偿和低压集中补偿)、分组补偿方式、就地补偿方式、混合补偿方式,如图一所示。
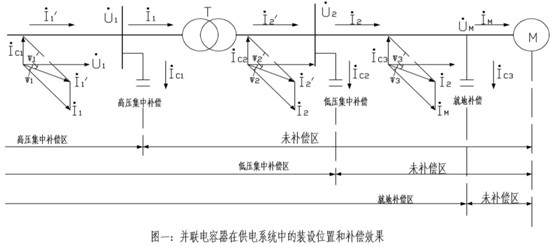
1.1、高压集中补偿:指将高压并联电容器组装在高压母线处。从图一可以看出,只能补偿高压母线前线路上的无功功率,所以这种补偿范围较小,补偿效果较差。
1.2、低压集中补偿:是指将低压并联电容器组装在车间变电所低压母线处。这种补偿方式可以补偿低压母线前系统的无功功率,补偿范围比高压集中补偿方式补偿范围大,能够使变压器的视在功率减小,降低变压器容量,因此降低了变压器的损耗。供电部门通常对工厂的电费实行两部电费制(一部是按每月的实际用电量收取电费,称为电度电费,另一部分是按变压器总容量收取电费,称为基本电费),主变的容量减少了,相应的基本电费就会减少,所以此种补偿方式非常经济,在工厂中的应用非常普遍。
1.3、分组补偿方式:是指将并联电容器组装在各设备组的总配电柜处,此种补偿方式较前两种补偿方式补偿范围更大,可以有效补偿各设备组前系统的无功功率,除具有前两种补偿方式的优点外,在设备组有功计算负荷不变时使设备组的供电电缆计算电流减小,可以减少设备组供电电缆的截面积,起到降低电缆投资的作用。
1.4、就地补偿方式:是指将并联电容器组装在需要补偿的各个用电设备旁,补偿设备随用电设备进行投切,这种补偿方式可以补偿用电设备前系统的无功功率,补偿范围最大。但是投资较大且无功补偿设备利用率低。
1.5、混合补偿方式:指根据设备实际情况,同时采用前四种补偿方式的两种以上的补偿方式,以达到最佳的补偿效果。
2、铝型材厂补偿方式的确定
由于铝型材企业的大功率负荷为挤压机生产线,根据挤压生产线的实际特点一般采用放射式供电方式,将大型挤压生产线分为挤压机用电设备组和辅助设备两个设备组。小型挤压生产线由于设备总功率较小一般一条挤压生产线设置一台总配电柜,再经总配电柜各分支开关送至各个用电单元。由于挤压生产线具有用电计算负荷大、平均功率因数低等特点,如果不对挤压生产线用电设备组进行无功补偿那么用电设备组的总计算电流I30将因为很大的无功电流而变的很大,这势必使用电设备组的供电电缆截面积额外加大和电费的增加,造成投资成本和设备运行成本的增加同时因为无功电流的存在使得供电线路上的线损增加,线损的增加又会引起电压降增大,所以必须对挤压生产线用电设备组进行无功补偿。由于大型用电设备为挤压机油泵电机,单独对每一台油泵电机进行就地补偿补偿效果最好,但考虑到挤压机配电柜离油泵电机较近,采用就地补偿时无功补偿柜设置数量过多投资较大,且无功补偿设备利用率低,所以采用分组补偿比较合适。
对于一条大型挤压生产线宜设两台无功补偿柜,分别对挤压机设备组和辅助设备组进行补偿或只在挤压机用电设备组总电柜设一台无功补偿装置,辅助设备的无功功率由配电室低压母线上低压集中补偿装置进行补偿。对于小型挤压生产线宜在该条生产线的总配电柜处设无功补偿装置一台,车间行车、照明、主变压器及其它零散负荷的无功功率由各低压母线上的低压集中补偿装置进行补偿,所以对于挤压车间既有大型挤压生产线又有小型挤压生产线的铝型材企业来说宜采用分组补偿加低压集中补偿方式相结合的混合补偿方式。
3.无功补偿装置类型
根据控制方式的不同,无功补偿装置分以下几种类型。
3.1、FC无功补偿装置:即固定电容器无功补偿装置,主要用于无功功率恒定的场合。
3.2、MSC机械式投切无功补偿装置,主要适用于无功功率变化速度缓慢的负荷。
3.3、TSC晶闸管投切电容器无功补偿装置,采用晶闸管作为无触点开关,通过晶闸管的导通控制电容器的投切,由控制器实行动态实时分析、过零判断,实现快速无冲击的投入电容器组,不需要电容器放电即可再次投入,并且不会产生高次谐波,主要适用于负荷无功波动较大的场合,属于动态补偿装置。
3.4、TCR晶闸管控制电抗器无功补偿装置,主要用于高压侧无功补偿,适用于负荷无功波动大较大的场合,也属于动态补偿装置。
3.5、同步调相机:相应慢、噪音大、损耗大、技术陈旧。
4、挤压生产线无功补偿装置种类的选型
无功补偿装置类型的选取应根据负荷的实际变化特点进行选型,选型时安全性、可靠性应放在第一位,然后考虑运行的经济性和投资的成本,也就是说应结合实际综合考虑,选择适合的无功补偿装置。
由本文第一条关于挤压生产线负荷特性的分析可知,挤压生产线设备组平均功率因数较低,但功率因数变化较快。从理论上来说应采用TSC晶闸管投切电容器无功补偿装置为最佳方案,因为TSC晶闸管投切电容器装置能适应各种快速变化的负载的无功补偿,避免出现过补偿或欠补偿。但是考虑到挤压机运行时无功功率较为恒定且采用TSC动态无功补偿装置投资较大,考虑到经济性及挤压机负荷的实际特性(功率因数稳定时间大于波动时间),只要将目标功率因数值、电容器的投、切时间等参数整定至合适值并对电容器、电抗器等设备进行合理选型,采用MSC投切装置是完全可以满足挤压生产线补偿要求的。笔者设计的MSC无功补偿柜通过在广东兴发铝业(河南)有限公司7条挤压生产线上使用,功率因数由补偿前的平均值0.7提高到0.95左右,且设备运行良好,完全能够满足补偿要求。
5.无功补偿装置主要元件选型
我公司设计的无功补偿柜主要由自愈式并联电容器、串联电抗器、接触器、热继电器、数字式无功功率自动补偿控制器、过电压保护器、放电指示灯、电流互感器等元件构成,下面进行分别选型。
5.1、电容器的选型
(1)电容器类型的选择:
电容器是无功补偿装置中的主要设备,电容器的质量决定了无功补偿设备运行的可靠性和经济性。目前市场上的补偿用电容器从液体介质上分主要有十二烷基苯、蓖麻油、石蜡、干式等电容器,按照固体介质的不同上分为MJ金属化膜和F(纸、薄膜复合)电容器。对于采用十二烷基苯或其他液体作为介电质的并联电容器,但是因为其存在电容器断路短路时易产生爆炸造成液体泄漏等原因,使得使用安全性、可靠性较差。而干式电容器由于其介电质为空气,不会造成液体泄漏 ,所以应优先采用。
我公司无功补偿柜电容器采用西安西容BKMJ-0.4系列干式自愈式低压电容器。该电容器内部每个元件单独设置有过流、过压、过温保护,保护较为完善。经过近2年的使用,电容器运行良好。
(2)电容器额定电压的选择
电容器额定电压必须大于等于实际电压,因为 所以Q与电压的平方成正比,如果所选电容器额定电压与实际工作电压不同,则会出现实际功率与额定功率不同。电容器额定电压高于实际电压时,电容器实际输出功率会小于额定容量,所以选择电容器额定电压时应考虑实际电压与额定电压差值对实际输出功率的影响,选择合适额定电压合适额定容量的电容器,这一点在电容器选型时应特别注意。
所以Q与电压的平方成正比,如果所选电容器额定电压与实际工作电压不同,则会出现实际功率与额定功率不同。电容器额定电压高于实际电压时,电容器实际输出功率会小于额定容量,所以选择电容器额定电压时应考虑实际电压与额定电压差值对实际输出功率的影响,选择合适额定电压合适额定容量的电容器,这一点在电容器选型时应特别注意。
5.2、无功补偿容量的确定
(1)无功补偿容量的计算公式
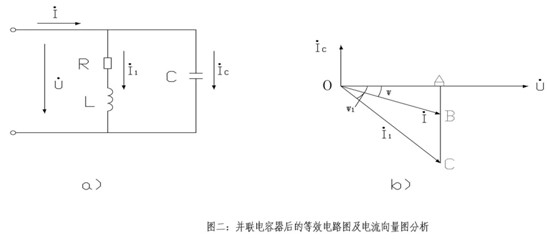
由图二可以推出Qc=P30(tanψ1- tanψ)
式中:Qc为需补偿的无功容量;
P30为待补偿的用电设备组有功计算负荷;
tanψ1为补偿前相位角的正切值;
tanψ为补偿后相位角的正切值
由上面的公式可以看出,要计算补偿容量必须知道设备组计算有功计算负荷、补偿前的功率因数、补偿后的功率因数。
(2)设备组有功计算负荷、补偿前平均功率因数的确定
计算负荷Kd是供配电设计计算的基本依据。计算负荷确定的合理性直接影响到供电设备选型的合理性。计算负荷选的过大,将使电器和供电电缆选的过大,造成直接投资增加和有色金属浪费。如果确定的过小,会使配电设备处于过负荷运行,增加电能损耗,导致绝缘过早老化甚至产生火灾。所以计算负荷应力求接近实际。
目前国际上通常采用设备组的计算负荷的计算方法,有需用系数法和二项式法、利用系数法。但是不管用那种计算方法,对于挤压机及其生产线目前尚未有准确数据可以参考。
笔者在广东兴发(河南)有限公司挤压生产线用电设备组有功计算负荷及自然功率因数确定中,采用参考同行业同类型设备日有功负荷曲线逐条确定用电设备组有功计算负荷,并通过反向推导得出各挤压生产线的需用系数。经过计算统计,挤压机主油泵电机在3台以上的Kd约为0.45-0.52,主油泵为1台的挤压机Kd 接近1。最大负荷功率因数COSψ约为0.6-0.7。
通过广东兴发铝业(河南)有限公司7条挤压生产线的实际运行证明上述系数基本合理。
(3)目标功率因数值的确定
目标功率因数是确定补偿容量的一个重要参数,目标功率因数选的过高会造成投资的增加和向系统倒送无功现象,目标功率因数选的过低会造成补偿容量的不足,不能满足补偿要求,所以合理选择目标功率因数值很重要。由于供电部门考核功率因数值为不低于0.9,考虑到用电设备组的线路损耗,目标功率因数确定在0.9-0.95之间可以满足无功补偿要求。
5.3、串联电抗器的选型
(1)主要作用:限制电容器组投入时的涌流倍数和高频谐波,抑制电容器组连接回路中产生高次谐波的谐振;减少电网中谐波源对电容器过负荷的影响,减少电容器组断路器两相重燃时的涌流以利于灭弧;
(2)额定电压的选择:电抗器的额定电压应大于等于线路额定电压;
(3)电抗率的选择:依据电路中高次谐波中各次谐波的含量进行电抗率的选择。如果是为了限制合闸冲击电流,选择电抗率小于0.1%-1%的电抗器;抑制三次谐波及以上的谐波选电抗率为12%-13%的电抗器;抑制五次以上谐波,选择4.5%-6%电抗器;根据对挤压生产线谐波的测量,发现三次谐波含量较大,所以选择电抗器为12%的电抗器;
(4)额定容量的选择:电抗器的额定容量=电抗率*电容器容量。
我们选择CKSG□/0.45 12型电抗器,其中第一个□为电抗器的额定容量。
5.4、无功补偿控制器的选型
为了满足无功补偿的需要,避免出现过补偿和欠补偿,我们选择JKF-□B系列智能无功功率自动补偿控制器。该控制器采用全数字化控制和设置,主要功能特点如下:
采用无功功率和功率因数复合检测控制方式,使全负荷范围控制精确、可靠;
投、切设定值为功率因数,可分别设置;确保补偿的目标值和系统的稳定区间。
投、切延时可分别设置,减少无功倒送。
可设置单组电容器的容量,只有当系统的无功功率大于电容器容量设置值,且功率因数低于投入设定值时,才投入电容器,确保不过补偿,不投切震荡。
具有过电压和欠电压保护,保护动作时能在1分钟内快速切除全部电容器。
输出端采用先接通的先分断循环工作方式或采用编码+循环投切相结合的控制方式。
有谐波分析功能,可检测和显示电网的电压、电流总谐波畸变率和3-13奇次谐波含有率,并具有谐波超量闭锁功能。
根据前面所述挤压生产线的负荷特性,即挤压机在工进时功率因数短时自然升高的特点,设置补偿目标功率因数值时不宜设定过高,以免产生无功功率倒送和电容器投切频繁。我们选择目标功率因数设定值为0.9,经过运行观察发现,挤压机正常工作时电容组投入数量比较恒定,不会出现电容器组频繁投切,平均功率因数达到0.95左右。对于挤压生产线辅助设备,由于其负荷变化较慢,所以目标功率因数可以设定为0.95。
5.5、电容器组计算电流的确定
由于电容器投入时会产生较大的涌流,因此其计算电流I30应取为电容器组额定电流IN.C的1.35倍。
5.6、主开关、接触器、电流互感器、熔断器、电流继电器的选型
(1)主开关选型:选择带熔断器的刀熔开关,其额定电流按电容器组总额定电流的1.43-1.65倍来选择,型号如HR13-630/32等。
(2)接触器的选型:由于电容器合闸时会产生合闸涌流和操作过电压,所以应选择投切电容器专用接触器,如CDC9系列。接触器的额定电流应大于等于所带电容器组额定电流的1.35倍。
(3)分支熔断器选型:采用熔断器保护分支并联电容器时,按GB50227-1995《并联电容器装置设计规范》和IEC规定,其熔体额定电流IN.FE=(1.43-1.65)IN.C。
(4)电流互感器选型:电流互感器的一次额定电流宜选为电容器组额定电流的1.5-2倍。
(5)电流继电器的整定:采用电流继电器作为相间短路保护时,电流继电器的动作电流按下式计算:
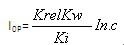
式中,Krel为保护装置的可靠系数,取2-2.5;Kw为保护装置的接线系数;Ki为电流互感器的电流比,取电容器组额定电流的1.5-2倍;n.c为电容器组的额定电流;
挤压生产线装设无功补偿的节能效果分析
(1)降低挤压车间变配电设备的初期投资。
挤压生产线装设了无功补偿装置以后,总的无功计算负荷Q30’=Q30-QC,补偿后总的视在计算负荷S’302=P302+(Q30-QC)2,,由于总无功功率的减小使得总视在计算负荷减小,从而主变的容量可以选的小一些,降低了挤压生产线配电变压器的投资;另外,各条挤压生产线采用分组补偿后,各挤压生产线总视在计算负荷也相应减小,其计算电流也相应减小,使得配电开关和配电电缆可以选的小一些。所以可以有效降低挤压车间变配电设备的投资。
(2)减少电费支出。
挤压生产线采用无功补偿后,功率因数提高到0.9以上,总计算电流也大大降低,电能电费也随着降低。且由于主变压器容量的降低,使得基本电费也得到降低。月平均功率因数满足了供电部门规定值后,又可以得到供电部门的奖励。总的电费支出大大降低。我公司无功补偿投入运行后,月平均功率因数在0.95左右,每月获得电力部门总电费的0.75%奖励,每月平均在6000元左右,年获得奖励电费7.2万元左右。
(3)降低线损,提高用电设备组末端电压。
用电设备组计算电流的减小,使配电线路的线损减少,这也使得用电设备组末端电压质量得到很大改善。
(4)提高了设备的利用率。
对于后增加的无功补偿装置,根据P30=S30×COSψ,由于功率因数的提高,在原设备容量不变的前提下,所接带的最大有功计算负荷随之增加,也就是说同一台变压器或同一条电缆可以多带有功负荷,设备的利用率大大提升。
四、结束语
通过分析铝型材挤压生产线用电设备的负荷特性,选择合理的无功补偿方式和适合的无功补偿装置、确定无功补偿点,并指出选型方法和使用注意事项,进行实际节能效果分析和运行经济性分析。低压无功补偿装置的应用,使得挤压生产线的功率因数得到了明显提高,降低了主变容量和其它配电设备的初期投资及每月电费支出,节能效果非常显著。但是无功补偿装置的设计应根据所补偿设备的具体负荷特性进行合理的分析、选型,避免出现由于设计不合理而造成补偿效果差、设备故障率高、补偿容量过大或过小、可靠性差等问题,使之达到最佳补偿效果。

