
1 前言
近年来,随着我国大规模的基建投资和工业化进程的快速推进,铝型材全行业的产量和消费量迅猛增长,而我国也一跃成为世界上最大的铝型材生产基地和消费市场。经过长达10年的高速增长,我国铝型材行业步入了新的发展阶段,并展现出了诸多新的发展趋势。伴随着《有色金属产业调整和振兴规划》的实施,高附加值产品和技术创新将日益重要,随着产业链的不断整合,中国的铝型材产业将更加快速、高质量的发展。自上世纪50年代,铝型材生产在中国落地生根。改革开放至今30年,中国的铝型材产业一直蓬勃发展。产品结构一直以建筑用材为主,但是随着中国工业水平和规模的不断提高,工业用材产量也逐年攀升。在汽车制造、轨道交通、电力、机械装备制造业、家电等行业,对铝型材的需求迅速增加,新产品、新工艺、新用途的铝型材不断出现,推动了技术进步和行业持续健康发展。
现阶段铝型材断面结构越来越复杂,越来越难挤压,铝合金型材正向着大型化、薄壁扁宽化、尺寸高精度化、形状复杂化的方向发展。
挤压模具在铝型材挤压生产中起到至关重要的作用,直接影响挤压产品的质量。然而在实际生产中,挤压模具的设计更多依赖设计师的经验,模具设计质量难以保证,需要多次试模和修模。因此设计时很有必要运用一些技术来提高铝型材挤压时的成功率。其中二级焊合就是一种很好的方法。
2 二级焊合的原理
焊合室的深度一般是依据挤压机的吨位和型材本身结构而确定的,对于壁厚大的大断面型材,由于挤压比较小, 所需的挤压力降低, 焊合力也降低, 这时需要增加焊合室的深度。除了打低上模的模桥, 使焊合变成上下焊合的方法外, 还可以采用二次焊合的方法。即在原有的焊合室的基础上再往下延伸一定深度, 其形状要与型材形状相似, 外接圆要比一次焊合室的要小, 这样金属经过两次变形后再流入模孔, 因变形量的增加而使焊合变得充分, 从而减少焊合线呈现的几率。对于一些型材结构复杂的异型材,通过二级焊合限制金属流量,可以使铝型材复杂难成型部分填充的金属多一点。易成型的金属填充的量少一点,从而达到平衡的效果。二级焊合室应用的好处从以下几方面来展开论述。
3 二级焊合的应用
3.1 通过二级焊合室控制流量
如图1,此型材的设计的难点在于中间根的供料问题,此处需要通过电火花打供料,所以中间部分能否快出来是此模具设计的重点,以前的方法主要是把中间的供料不断打大令其快起来,但这样会使中间的芯头变形,进而导致偏壁,芯头一旦变形,出料将不稳定,模具容易超厚报废,所以这种情况用二级焊合的技术能保证中间供料不用打太大使其他部分慢下来,而使中间可以顺利出料,而慢的程度可以由二级焊合的高度和离开型材的距离决定,一般遇到要电火花打供料有难度时也可采用此方法,经试模,中间部分没有供料不足,证明二级的作用是很大的,而且 对于修模而言,如有哪个地方出现快慢,也可以通过扩大二级或减少二级来控制,比较方便修模,缩短了修模的时间.总的来说是成功的。
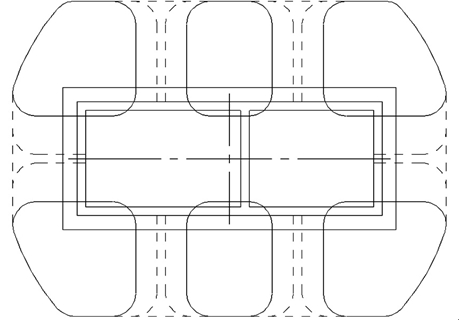
图1
3.2 通过二级焊合室使型材出料稳定
如图2,二级焊合除了可应用于分流模,也可用于平模,因为有时候导流的设计往往是很宽的,没有贴近型材的形状的,出料往往会不稳定,容易快慢,开口收口.而利用二级对其形状的约束,无论对强度和成形都有很大的帮助,也给修模带来了方便.对于此例子,导流不能紧贴型材,所以只能通过二级焊合是来重新分配流量,从而使各部分供料平均,出材才可以合格.所以要用上二级焊合室,按照型材的形状来设计,而且可以根据离开中心的远近重新设计导流的宽度,使出料趋于平衡,经试模,出料情况稳定良好,所以二级焊合室的采用是必要的.可见二级焊合除了分流模可以应用,平模也可应用,可见其应用的广泛性.
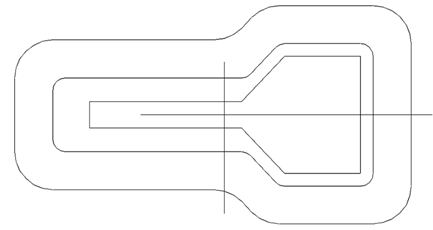
图2
4 二级焊合的缺点
任何一种技术都有着或多或少的缺点,二级焊合的一个缺点就是加工难度较高。在原来的焊合室上再铣一级,加大了加工的量。二级焊合一般是沿着型材的形状加工,而且距离小,加工的难度很大。
二级焊合的第二个缺点是表面质量较粗糙。对于喷涂料还看不出什么,但是对于表面质量要求较高的氧化料来说,尽量不要用二级焊合。当无可避免要用时,二级焊合室也要尽量大一些。使型材焊合充分一点.
二级焊合的第三个缺点是修模较难,特别是一些小模具。小模具常用的修模手段有加阻流快,在面模上打低一小段工作带等。用二级焊合后,型材面模的工作带就变得难打了。同时也不利于模具的抛光。
当某处快了要减慢就比较麻烦了,要烧焊,所以小机台谨慎使用.
综合各方面来说,二级焊合室有优点也有缺点,但也是利大于弊,我们不能因为一些不足而不采用它,而应该不断改善不足,吸取经验教训,这样才是正确的策略.通过试验,对于修模工而言,这方法给他们带来了方便也带来了麻烦,但基本上已经适应了这种方法.曾经试过模具不成形,修模的就认为二级影响的,不管三七二十一就全部铲掉,这种做法是不可取的,根本没有了解问题的关键,所以二级的优点能否发挥,主要的阻碍还是修模工,所以修模和设计的沟通还是最关键的. 当设计想出一种新方法,首先要和修模工详细说明探讨,然后才展开应用,这样成功率才会高. 否则只会事倍功半. 现在铝材模具设计一日千里,落后就要挨打,所以设计技术的提高迫在眉睫, 我们一定要紧跟时代的步伐,及时了解外面模具厂铝材厂的最新设计技术,并取其精华,弃其糟蹋, 同时也要把我们以前不可行的旧思想一并丢弃.这样我们才会有进步,才可制造出世界一流的模具.生产出合格的铝型材.
5 小结
本文介绍了二级焊合的原理和它的优点,缺点。根据生产实践总结了二级焊合在各个方面的应用。
(1)一些供料复杂的铝合金型材可以通过二级焊合的方法控制金属的流量。
(2)一些要用导流板设计的平模也可以通过二级焊合的方法使出料稳定。
(3)论述二级焊合的缺点。


