
现在国内生产销售铝阳极电泳涂料的有二十几家公司,在推销时,每家公司都会介绍自己产品的优点,使铝型材厂家往往感到无所适从。在修订YS/T728.2008时,我们将从原理上,对铝阳极电泳涂料进行分级,有高到低分别为Ⅰ、Ⅱ、Ⅲ、Ⅳ级,以使铝型材厂家能够在购买涂料时,就知道自己所付出的价格购买的是哪一级涂料。
分级图表如下所示,笔者从原理上对此图表进行解释:
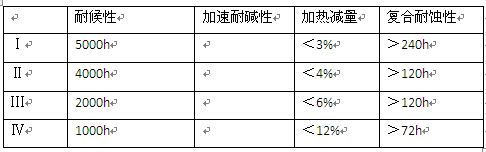
1、耐候性:耐候性的好坏将直接判断涂料工艺配方的优劣。
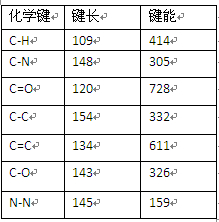
① 按照我们一般的常识,在丙烯酸单体合成时,分子量越大越均匀,最终形成的漆膜的各项性能就越好。这主要是由于分子间的化学键能不同,化学键能是指1.01×105Pa和25℃下,将1mol理想气体分子AB拆开为中性气体原子A和B所需要的能量,键能越大化学键越牢固,含有该键的分子越稳定。我们看一下下面几个化学键的键能:
我们知道单纯的丙烯酸单体化学分子成为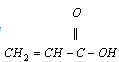 ,在与其他丙烯酸单体如丙烯酸甲酯、丙烯酸丁酯等聚合后,聚合长链中的化学键无外乎C=C,C-C,C=O,C-H,在接入胺基后,水溶电泳反应时有胺的电沉积反应。但是,脱胺也只是脱离一小部分,大部分的胺是要参加最后固化时的交链反应的,因此在漆膜中是存在C-N或N-N键的,这种键越多,在紫外光的轰击下,断链就会越快。涂膜粉化失光就越严重,涂膜的耐候性就会越差。因此涂膜的耐候性是检验电泳涂料配方先进与否的最简单直接的办法(当然,分子量太高时会导致涂料乳化功能不强,泳透力降低)。
,在与其他丙烯酸单体如丙烯酸甲酯、丙烯酸丁酯等聚合后,聚合长链中的化学键无外乎C=C,C-C,C=O,C-H,在接入胺基后,水溶电泳反应时有胺的电沉积反应。但是,脱胺也只是脱离一小部分,大部分的胺是要参加最后固化时的交链反应的,因此在漆膜中是存在C-N或N-N键的,这种键越多,在紫外光的轰击下,断链就会越快。涂膜粉化失光就越严重,涂膜的耐候性就会越差。因此涂膜的耐候性是检验电泳涂料配方先进与否的最简单直接的办法(当然,分子量太高时会导致涂料乳化功能不强,泳透力降低)。
② 那么,我们如果直接检测涂料的分子量是否更快捷呢,也不一定。下面,我们来看一下高分子化合物分子量的检测方法。
我们知道,高聚物分子量大(103~107),但具有分散性(不均一性)分布宽窄由合成反应机理决定,分子量是一个统计平均值,因此,我们常用四种统计方法计算其平均分子量。
A:数均分子量: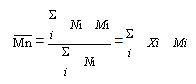 (数量为统计权重)
(数量为统计权重)
B:重均分子量:  (重量W为统计权重)
(重量W为统计权重)
C:粘均分子量: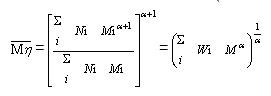 (稀溶液粘度法)
(稀溶液粘度法)
α—指Mark-Huink方程式中的α,描述粘度与分子量的关系式中[η]=kM2
D:Z均分子量: 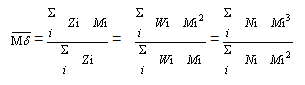 (Z值为统计权重)(Z≡MiWi)
(Z值为统计权重)(Z≡MiWi)
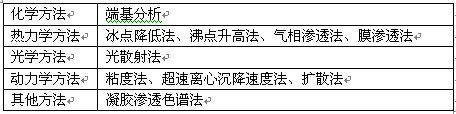
以上方法中各有其针对性,能适用于分子量在103~107的检测方法,当首推凝胶渗透色谱法。
我们首先要知道电泳涂料的分子量为分散性的,所以分子量大小的排序应该是

凝胶渗透色谱法(GPC法)因要用已知的M的试样先作出普通矫正曲线,所以为相对法,其原理是将电泳涂料配成稀溶液,引入到装有多孔性填料的色谱柱中,用溶解聚合物的溶剂淋洗,按照高分子在溶液中尺寸大小不同,由大到小依次被淋洗出来,通过对淋洗液浓度、体积检测和数据处理,可以得出分子量的分布和各种平均分子量。色谱柱中的多孔性填料的空洞大小有一个分布,高分子可能通过色谱柱中的总体积为
 ( 为凝胶粒间体积, 为凝胶中孔洞体积)
( 为凝胶粒间体积, 为凝胶中孔洞体积)
对于尺寸大于某一数值的高分子,可通过的体积只有 ,最先淋洗出来,而对于尺寸小于某一定值的高分子,可通过的体积为 ,最后被淋洗出来。尺寸居于中间的,依高分子尺寸不同,可通过色谱柱中体积大小不同,用 表示( 为分配系数),尺寸越大, 越小,先被淋洗出来;尺寸越小, 越大后被淋洗出来,高分子按照尺寸由大到小依次被淋洗出来达到分级目的。
即便对于分子量均一的聚合物试样,经GPC仪淋洗级得到的也不是矩形GPC谱图,而是一定宽度的峰形GPC谱图,这些色谱柱固有的加宽效应。为下图所示:
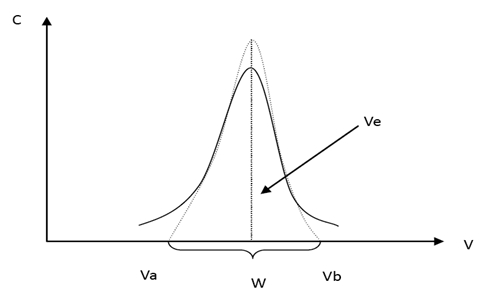
同一标样不同浓度的溶液多次作GPC试验,观察峰位,以保证重现性良好,同时还要注意色谱柱的分离效率(也就是说分子筛效应的好坏与填料合成技术和凝胶的制备有很大关系,一定要注意),近期的一些最新进展是通过与其他仪器联用解决凝胶色谱法测定高聚物分子量分布从相对法向绝对法过度,最近Owano用激光小角光散射仪来作分子量检测器,得到比较好的结果,其实验数据不需要标定曲线,也不必进行峰加宽修正,这样,在一次实验完毕后,通过与计算机直接连接进行数据处理所需要的数据即可全部立即取得,最终将获得如下几类曲线:
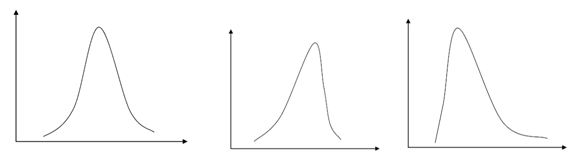
我们最希望见到的是第三条曲线。
我们看到,凝胶渗透色谱法虽然速度快,但需大量仪器以及经过严格培训的人员。
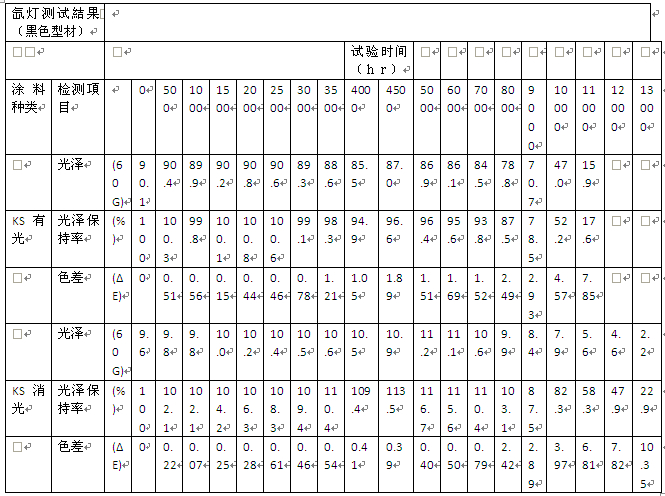
③ 数据来源依据:很多厂家对于把一级电泳涂料的耐候性定在5000小时表示怀疑,认为没有电泳涂料可以做到那么好的耐候性。我们选用了一个在日本市场占有率最高,在中国市场占有率也不算低的日本品牌的电泳涂料,严格施工,并对涂膜进行了检测,数据如下:
氙灯测试結果 (黑色型材)
促进耐候性~试验方法
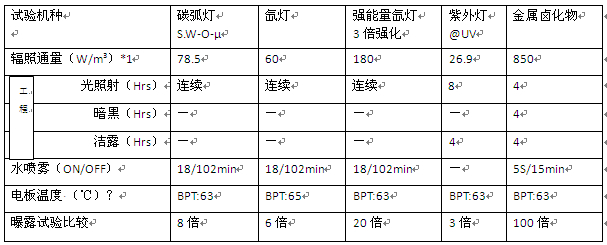
由上表可见,最快速的检查方法是金属卤化物灯,此种方法在汽车业使用广泛,目前我国的铝材厂只有坚美有此设备。
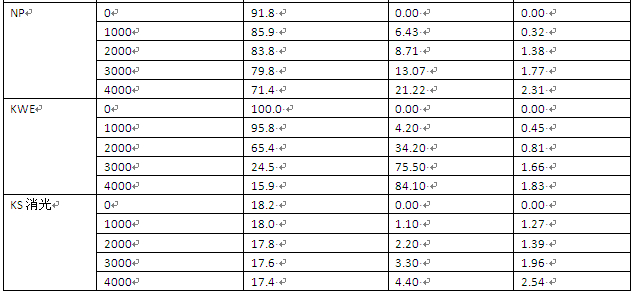
当然,我们也尝试过用QUV直接检测,不同涂料的反应也很明显,如下表:

这里还要讲一个问题,为什么我们耐候性检测要用氙灯为标准呢?主要原因是氙灯的能谱分布与太阳光最接近,只是同一波长下的能量辐射更高。但是,如我们前面所论述的,我们检测耐候性只是要知道在辐照下,化学键断裂需要多少时间,因此,辐照通量很重要,相对地能谱是否吻合在某种条件下,则变得不那么重要。金属卤化物的能谱主要集中在短波段,因此,辐照通量自然高,所以其检测结果也应该被参考。
2、加速耐碱性
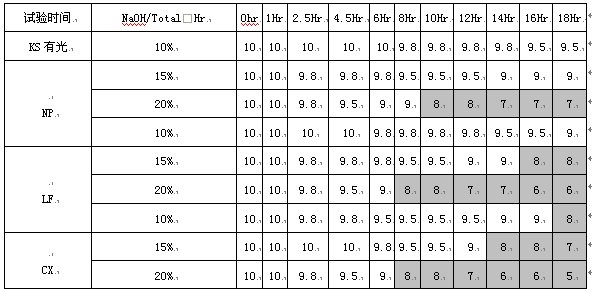
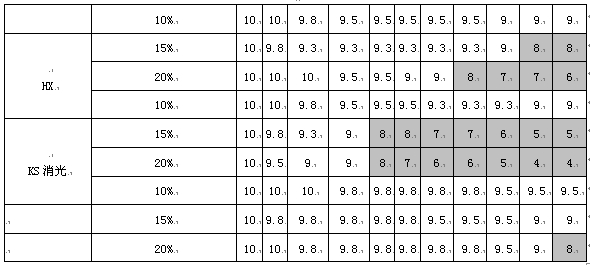
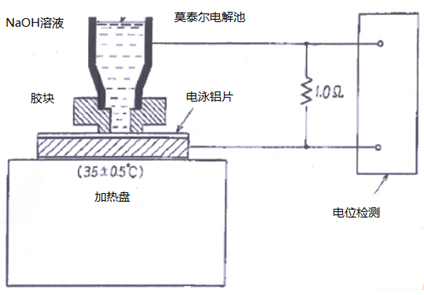
这是日本轻金属协会提出的一种方法,原本用于检测氧化膜的封孔程度,但笔者认为,用于检测电泳涂膜的耐碱性似乎更好,我们以前进行GB5237修订时,对耐碱性进行两批试验,第一次实验时好像显示漆膜耐候性只要能通过16小时,则可通过100小时,100小时后耐碱性就都不是很好。第二次实验则耐碱性都通过4000小时无恙,因两次实验都是单独厂家对单独试版检测,没有对比,不好评价,但笔者都通过加大碱浓度得出的结果是:不同的电泳漆的耐碱性是完全不同的,见下表:
AED漆膜耐碱性对比试验
按照此图,如果电压出现1mv,即认为腐蚀发生,即回路已通。虽然试验未做,但此方法用在单使用H3PO4进行封孔检测上,使用效果良好,我们也在期盼好的实验结果。
3、加热减量
在第一点中我们已经论述过,涂料分子量越大,形成漆膜的性能越好,我们希望在接链过程中把分子链接的越长越好,不要断链,也就是说,不要出现分子量在几十到几百的小分子。这些小分子的特性是在100℃时可能还不易挥发,但随着温度继续上升和时间的延长,他们不会参与交联反应而提前挥发出来,所以我们在电泳型材从固化炉中吊出时会看到大量烟雾,主要就是这些小分子燃烧所致,这种烟雾附着在正在滴干的电泳型材上会形成雾斑,附着在炉内壁会形成薄膜一样的东西,以后风一吹会形成片状杂物,由于自身的燃烧,还间接耗费了能源。因此,汽车电泳行业提出了零加热减量的目标。
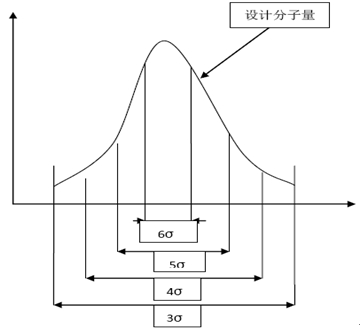
小分子的形成主要是合成工艺不精确造成的。那么,我们为什么把数据定在6%呢,这是因为工业产品的成材率分布图,如下:
我们希望分子量的分布在我们设计分子量的3σ范围内(工业产品的公认),即93.3%的区间,起点部分为6%,那么因为左右对称的关系,我们希望小分子不超过3%,因为可能出现的失误,我们允许第二级到4%,按阴极电泳涂料标准,加热减量不得超过6%,所以我们第三级设定了6%的数值,第四级的12%数据属于无奈,因为我们在市场上发现了很多加热减量超过10%的涂料,将他们列为第四级,允许他们的存在,既是鼓励,也是鞭策,促使他们提高产品质量,增加社会责任感。在这里附带说一句,著名的6σ管理中的6σ所提的要求是:所有产品的次品率不能超过百万分之3.4,也就是说成材率达到99.99966%。这是电子产品和医药产品所要求达到的目标,对于高分子化工则很难,我们无法保证高分子合成时分子量能分布在如此之窄的范围内。
4、联合耐蚀性
本文介绍了正在修订的铝阳极电泳涂料标准中,为电泳涂料分级进行的准备实验和分级原理,许多数据是第一次公开发表。日本的JISH8602.2010和ISO28340都列入了联合耐蚀性检测方法,笔者认为,这也是有道理的,因为在自然界中不可能单独存在耐蚀或单独存在耐侯,我们做联合耐蚀性检测就是在313nmQUV射线照射240h后,进行耐蚀性的CASS实验检测,ISO28340和JISH8602.2010中A1和A2标准级是要通过CASS120h,B级是要通过CASS72h,那么能否通过240hCASS呢?笔者将自己的对不同电泳漆制成的试板检测结果与大家分享一下,见下表:
CASS试验时间(hr)
有此可见,好的电泳涂料,甚至可以说很多电泳涂料的涂膜,在经过240hQUV照射后,能通过280h以上的CASS试验。
以上,笔者向大家汇报了铝阳极电泳涂料标准中涂料分级的工作进展,希望得到大家的支持,此篇文章的脱稿得到中国有色院质检中心,中国轻标委,日本轻金属协会,日本关西涂料,日本关西涂料重庆公司,日本立邦涂料等大力协助,其中中国涂料协会也给出很多意见,在此一并表示感谢。


