
1.前言
在铝型材阳极氧化生产线中,电解着色工艺及技术处于核心地位。不同的槽体溶液及工艺方法,铝型材电解着色效果也不一样,所要求的着色电源波形及施电程序亦不同。按电源形式的不同可为交流着色和特种波形着色两大类,交流着色方法又分为完全交流着色和直流-交流着色两种,适应的工艺以锡盐和镍锡混盐为主,也用于硒盐和铜盐等。完全交流着色方法是日本早期的最主要的着色方法,具有操作简单、投资较小、成本低廉等优点,目前也是我国最广泛采用的着色方法。交流电解着色的负半周发生析氢与阻挡层中产生的缺陷的交互作用及沉积反应,正半周一方面发生阳极氧化,生成新鲜的氧化膜,修补阻挡层,另一方面消除浓差极化,为阴极反应创造条件。直流-交流着色方法真正意义上来说也属于交流着色,最大的特点是,进行交流着色之前有一段时间的直流处理,在着色槽中处于阳极进行电解,其目的是使不同部位氧化膜进行均匀化处理,同时改变膜孔结构,防止着色后氧化膜开裂,然后再进行完全交流着色,这样可以得到较均匀的着色效果。
铝材厂在生产深古铜或黑色料时,由于着色时间过长,铝材在酸性槽液中浸泡太久,通常会产生起灰现象,铝材产品的色泽不够亮丽,生产效率也较低。 由于金属离子的析出过程为阴极还原反应,据此,笔者在广州电器科学研究院工作期间,设计研发了一种不对称交流着色电源,通过控制交流电源正负波形的导通时间,使得负向波形面积大于正向波形面积,从而缩短着色时间,其最大的缺点在于生产浅色料时色差严重,仅能生产深色料。这种电源的输出波形如图一所示,其实质为断续脉冲波,谐波含量高,并具有直流分量,变压器发热严重,若正负波形比例相差过大,将会损坏电源设备,因此在实际应用中,需要控制负向输出电压不要大于正向输出电压的1.1倍,使用效果不理想。
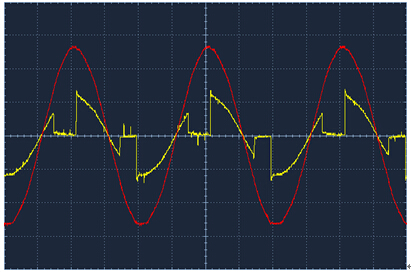
图一 传统不对称着色电源电压波形
2.新型不对称直流-交流着色电源研制
为克服上述不对称着色电源的缺点,我公司研制出新型不对称着色电源,实现了直流、对称交流、不对称交流波形任意组合输出、施电方式多样化、可控化,可满足各种色系的着色工艺需求。采用该电源用于电解着色,不仅生产出的铝材产品色泽纯正亮丽,而且大幅度地提高了生产效率和降低了着色工艺环节的能耗。
新型不对称直流-交流着色电源主电路由三大部分组成,即调压器,变压器和DC-AC电能变换电路,如图二所示。调压器在变压器原边实现交流无级调节,并通过变压器将电压变到合适的电压值,变压器副边使用晶闸管实现换相输出。
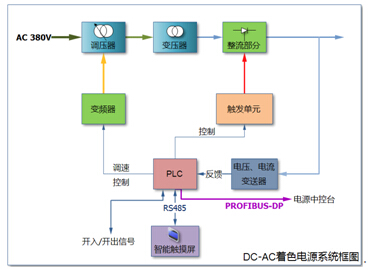
图二 新型不对称DC-AC着色电源系统框图
其控制系统由PLC、触发单元、变频驱动系统及人机交互系统组成,PLC实现对电源输出电压、电流的实时采样,通过控制变频器驱动调压器电机,实现稳压闭环控制。PLC通过RS485通信协议与人机交互系统通信,接收着色电源波形、施电程序、输出电压等指令。触发单元由数字逻辑控制系统及脉冲驱动系统构成,数字逻辑控制系统通过采样同步信号并结合给定的着色波形选择指令进行实时运算,实现各种波形的输出。
该电源的工作模式包含交流着色、交流不对称着色、直流-交流着色及直流-不对称交流着色四大类,其中不对称交流着色波形分1:2和1:3不对称输出,1:2不对称输出波形为一个施电周期内包含一个正半周期和两个负半周期波形,1:3不对称输出波形为一个施电周期内包含一个正半周期和三个负半周期波形,每个半周期的时间为10ms,电源输出波形如图三所示。
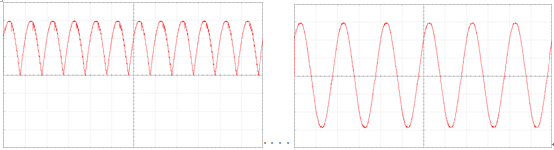
(a)直流输出波形 (b)完全交流输出波形
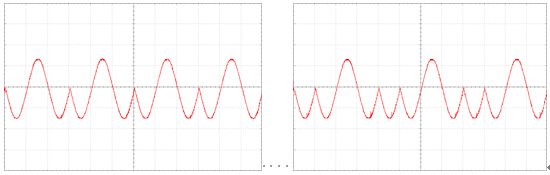
(c)1:2不对称输出波形 (d)1:3不对称输出波形
图三 新型不对称直流-交流着色电源输出波形
新型不对称直流-交流着色电源通过人机交互系统实现工作方式选择、输出波形选择、颜色选择、参数设定、补色、开停机等一序列的操作,系统对设置的每一组工艺参数实现长久有效的保存,并全自动完成着色过程、分段计时、全过过程累计计时和工艺曲线实时监测等功能,人机交互界面如图四所示。
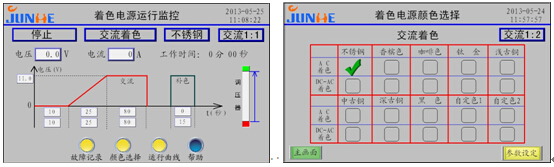
(a)监控界面 (b)颜色选择界面
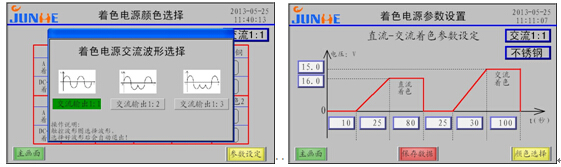
(c)输出波形选择界面 (d)参数设置界面
图四 人机交互界面
3.应用举例
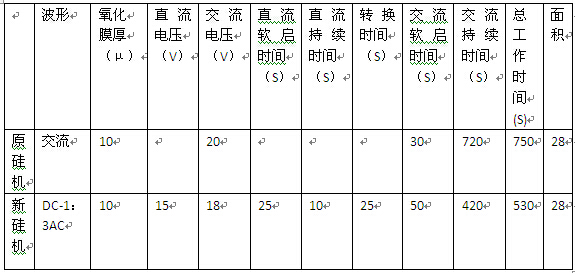
国内某铝材厂有两条卧式氧化生产线,长期存在着色效果差、着色成品率低的问题。我公司为该厂设计制造两台新型不对称着色电源用于更换之前的旧式不对称着色电源,主要参数和主要功能如下:
(1)供电电源:三相50Hz,380V±10%;
(2)直流(DC)和交流(AC)电压:0-25V;
(3)自动稳定输出电压,精度优于±0.5%;
(4)任意设定预浸时间:0~999秒;
(5)直流输出0~5000A可调,交流输出0~10000A可调;
(6)直流上升时间15-60秒可调、直流持续时间0-1800秒可调;
(7)直流-交流转换时间15-60秒可调;
(8)交流上升时间15-60秒可调、交流持续时间0-1800秒可调。
该铝材厂目前主要生产香槟、古铜和珍珠黑色料,其槽液成分如下:
表一 槽液成分含量

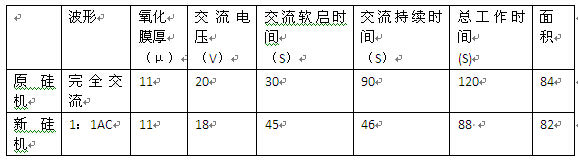
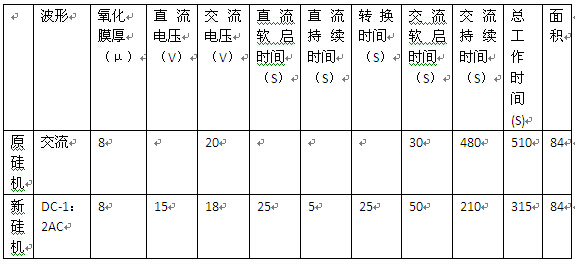
生产砂香槟、亮光深古铜及珍珠黑色料的电源输出波形如图五~图七所示,其中香槟色属于浅色系,着色时间一般在1~2分钟内,因此使用1:1交流着色模式即可满足工艺要求。亮光深古铜色采用了直流-(1:2)交流不对称输出工作模式,着色时间比原工艺减少约3分钟。珍珠黑色采用直流-(1:3)交流不对称输出工作模式,同一面积铝材的着色时间比原工艺减少约5分钟的着色时间。现场对比实验数据见表2~表4。
表二 砂香槟色铝材着色工艺数据比较
表三 亮光深古铜色着色工艺数据比较
表四 珍珠黑色着色工艺数据比较
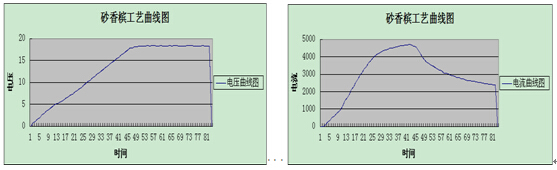
图五 香槟色铝材着色工艺曲线图
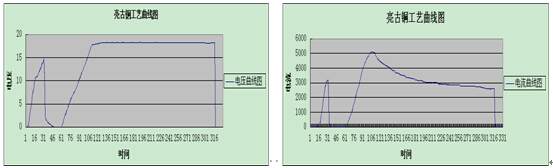
图六 铝材亮光深古铜色着色工艺曲线图
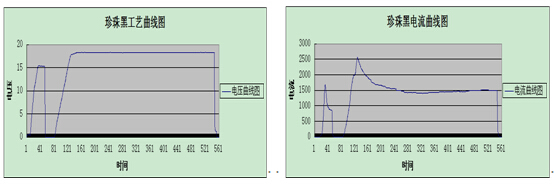
图七 铝材珍珠黑色着色工艺曲线图
3.结束语
简要介绍了铝型材电解着色法及其配套的着色电源装备的技术和特点,重点阐述了新型不对称直流-交流着色电源的主回路结构、控制原理,并给出了现场应用的工艺曲线图和实际着色效果。实践证明,这种新型不对称直流-交流着色电源能满足各种色系的着色工艺要求。生产浅色料时,电源设置为交流或直流-对称交流工作模式,着色速度可根据工艺的要求灵活调整,更容易控制铝材的着色质量,使得浅色系着色的均匀性、可重塑性更强;生产深色料时,电源设置为不对称交流或直流-不对称交流工作模式,可提高着色速度,防止铝材因着色时间过长而引起的氧化膜脱落、起灰、着色不均匀等问题,提高了成品率,也大幅度提高了生产效率和降低了着色工艺能耗。