
我公司生产的6063C铝合金挤压板材是用于制造苹果ipad后壳的毛坯料,属于高端产品,该产品不仅对硬度、内部组织和尺寸有很高要求,对表面质量同样要求严格。在该产品初期的挤压生产中,表面经常出现纵向的亮线,经客户反映该种亮线在阳极氧化后会产生色差(异色),影响ipad后壳的外观质量,亮线如图1所示。针对这种现象,我们进行了一系列的工艺试验,主要目的是分析亮线是怎样产生的以及它的组织特征 ,以便进行有效的质量控制 ,改善该种高端挤压板材的品质。
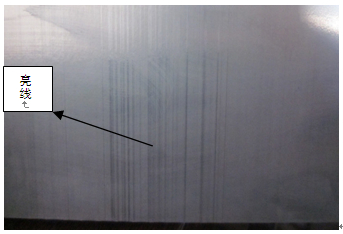
图1 6063C铝合金板材上的亮线
1 试验方法
1.1 试验材料
试验用料为6063C铝合金φ250mm×810mm的铸锭,生产该铝合金板材的模具。
1.2 试验方案
针对生产中亮线产生的实际情况,通过调查分析制定了两个试验方案:
(1)对比25MN挤压机上模具工作带光滑和局部不光滑挤出的制品是否有亮线。
(2)对比挤压过程中模具有杂物流入和无杂物流入挤出的制品是否有亮线。该方案采用的是在挤压过程中通过向主剪上喷润滑盐水,在主剪切压余的过程中,盐水中析出的盐颗粒会粘附在模具的导流坑上,再次上锭挤压时,杂物盐颗粒会流入模具内部。
1.3 试验工艺
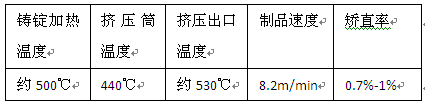
挤压主要工艺参数如表1所示
表1 6063c铝板材挤压工艺参数
铸锭(6063C φ250mm×810mm)加热-上模具-挤压-在线淬火-矫直-锯切取样-检查分析
1.5 试样制备
(1)模具工作带光滑 ,且挤压过程中无杂物流入模具的情况下挤出的制品无亮线产生,在中间部位切取两个试样进行检测分析,试样编号1和2。
(2)模具工作带不光滑,且挤压过程中无杂物流入模具的情况下挤出的制品有亮线产生,在中间部位切取一个试样进行检测分析,试样编号3。
(3)模具工作带光滑,且挤压过程中杂物流入模具的情况下挤出的制品有亮线产生,在中间部位切取一个试样进行检测分析,试样编号4。
2 试验结果及分析
2.1 宏观组织
图2为工艺试验中存在亮线的试样,从图2中不难看出试样中亮线是沿板材表面纵向分布 ,通常呈直线状 ,没有亮线的部位外观颜色均匀且比亮线部位较暗一些。由于试验室照相反 光角度不同,在照片上看到的一条黑色纵向线就是“亮线”。
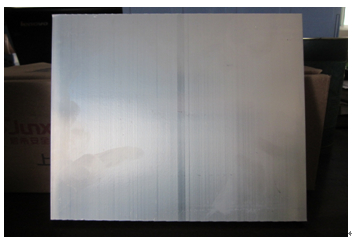
图2 存在亮线的6063C试样
2.2 显微组织分析
试样1和试样2是采用模具工作带光滑 ,且挤压过程中无杂物流入模具的情况下制备的无亮线试样,试样1的平均晶粒尺寸为91μm,试样2的平均晶粒尺寸为100μm。
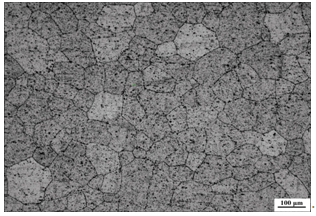
图3 6063C板材试样1显微组织照片
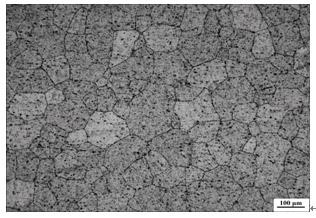
图4 6063C板材试样2显微组织照片
试样3是采用模具工作带不光滑,且挤压过程中无杂物流入模具的情况下制备的有亮线的试样,且图5为亮线处的显微组织照片,平均晶粒尺寸为81μm。试样4是采用模具工作带光滑,且挤压过程中杂物流入模具的情况下制备的有亮线试样,且图6为亮线处的显微组织照片,平均晶粒尺寸为76μm。
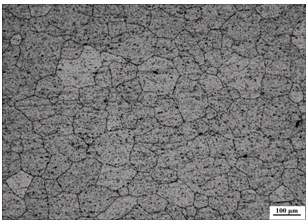
图5 6063板材试样3亮线处显微组织照片
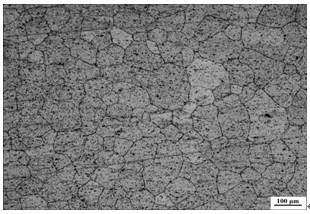
图6 6063板材试样4亮线处显微组织照片
表2为亮线处和非亮线处的平均晶粒尺寸对比表
表2 亮线处和非亮线处显微组织平均晶粒尺寸对比表
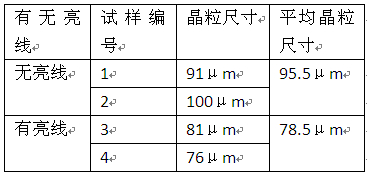
由此表结合亮线和非亮线处的显微组织照片可以看出亮线处的平均晶粒尺寸比非亮线的小一些。
2.3 硬度值分析
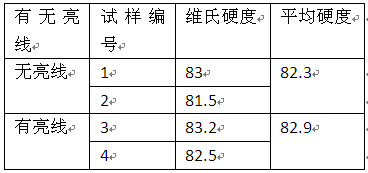
6063C板材经时效处理后的亮线处与非亮线处维氏硬度值的比较见表 3。从表3可知 ,板材表面亮线处与非亮线处的显微硬度值没有太大的区别。
表3 无亮线和亮线处的硬度对比表
3 产生亮线的原因分析
由以上试验可知 :6063C铝合金生产板材外表面亮线不是阳极氧化工艺造成的 ,而是晶粒大小不同所致 。众所周知,合金在挤压时与模壁产生强烈的外摩擦 ,金属在刚流出模孔工作带时 ,在外摩擦力的作用下 ,模子工作带光滑处 ,金属挤压变形时 ,金属化合物破碎均匀 ,而且制品表面光滑,当模子工作带光洁度不高 (并且粗糙),外摩擦力增大 ,使金属挤压变形不均匀 ,使其化合物的破碎程度较其光滑处的大。造成该处的化合物破碎得较细 ,在经过同样淬火热处理后,仍保留挤压前的组织差异,因而形成亮线。同理,如果有杂物流入模具并粘附在工作带处,铝合金在流经此处时会发生不均匀变形,使其化合物的破碎程度较其他部位的大,造成该处的化合物破碎的较细,在经过同样的淬火热处理后,仍保留挤压前的组织差异,也会形成亮线。
消除方法 :(1)在挤压机上挤压6063C的铝合金板材时,模具工作带必须保证光滑而不粗糙;(2)铸锭尽量使用车皮锭,保证铸锭表面干净,挤压筒要适时清理,尽量不要采用盐水润滑,以免盐水凝固的颗粒被带入模具。(3)挤压此种铝合金板材,若出现亮线时,也可采用拔料的方式来消除或减轻亮线缺陷。
4 结论
6063C铝合金板材为苹果ipad后壳的主要原材料,质量要求较高。本文主要分析6063C铝合金板材表面纵向亮线产生的原因,从不同角度分析亮线形成的机理以及亮线处与非亮线处的显微组织、硬度比较,从而提出消除亮线缺陷的办法。
( 1)亮线的本质是该处的平均晶粒尺寸较小 。
(2)亮线是板材在挤压机上挤压生产工艺不当造成的,因为挤压模工作带局部粗糙或粘有杂物,造成该部位的金属受到比较大的摩擦,变形程度比其他部位的大,形成了组织的不均匀,外观上存在明显色差,阳极氧化后依然存在。
(3)采取对模具工作带重新抛光的方法,或采取一些措施防止杂物进入模具的方法可消除这种缺陷。另外,如果该模具为平模,也可采用挤压过程中拔料的方法也可消除或缓解这种亮线缺陷。

