
1.前言
渗氮是指使氮原子渗入工件表层内的钢铁热处理工艺,目的是提高工件的表面硬度、耐磨性、提高疲劳强度和抗腐蚀性能。它是利用氨气在加热时分解出活性氮原子,被零件吸收后在其表面形成氮化层,同时向心部扩散的特殊热处理过程。铝材挤压模需要在高压高温及高强度摩擦力的条件下使用,由于工况条件恶劣,要求模具材质具有高的淬透性、高温强度、耐磨性及抗热裂能力。H13是重要的热作模具钢,具有优良的热强性、塑韧性、抗氧化性及热疲劳抗力,热处理变形小,是目前使用最广泛和最具代表性的热作模具钢种[1]。但H13挤压模具在高温下工作面抗粘合性差,使用寿命短。实际使用中需对模具进行表面改性处理以提高使用寿命。H13中有较多的Cr、Mo等元素,氮化时能生成丰富稳定的氮化物并使其弥散分布,有利于提高模具的耐磨性、抗热疲劳性及抗粘合性等,离子渗氮是目前常用成熟的磨具钢表面改性技术[2]。
2.氮化层组织的形成机理
离子渗氮气氛中氮和碳的含量是影响化合物层相结构的重要因素。氮化后的渗层包括表面化合物层以及次表层的扩散层,自渗氮材料表面向内,化合物层组织是从FeN→Fe2N→Fe3N→Fe4N变化的,依次得到ε、γ'、α-Fe[3]。采用金相显微镜对氮化层组织进行分析,用4%硝酸酒精对试样腐蚀,得到如下图1组织及形态:
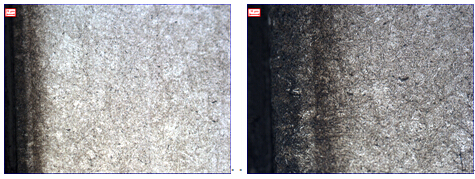
图1 H13模具钢氮化层组织及形态
观察可得表层区域为含氮马氏体,其上分布有1级白色脉状氮化物,心部组织为马氏体和粒状碳化物。
(1)氮化气氛对氮化层厚度的影响
气氛含氮量对化合物层相结构的影响,随着气氛含氮量增加,化合物层中ε相含量增多,白亮层也随之增厚,气氛中添加含碳气体将抑制γ'形成,而得到以ε相为主或ε单相结构的化合物层。根据J.kollbel“溅射-沉积”理论,当离子渗氮炉内工作气压很低时,单位体积内气体分子/原子数量很少,电子和离子的自由程较长,动能较大,使得阴极表面溅射出来的铁离子的自由程较长,工件表面附近形成FeN以及FeN沉积到工件表面的几率降低,离子动能增加使得电子/离子轰击工件表面引起的溅射效应增加,新形成的化合物层很快被溅射;同时,由于轰击工件表面的离子数量减少,为了维持渗氮温度,必须增加工作电压,这时轰击阴极表面的离子动能增大,阴极溅射速度增大,使表面化合物层较薄。而当工作气压很高时,单位体积内气体分子/原子数量增加,虽然碰撞机率增加,但电子和离子的自由程缩短,动能减小,使得气体的离化率下降,同时离子轰击工件表面引起的溅射效应下降,而没有足够的铁离子形成FeN沉积,最终导致渗氮层减薄[2]。
(2)工作气压对氮化层厚度的影响
离子渗氮时,由于离子轰击作用,使ε相、γ'相层中产生大量的与表面垂直位错的管道,此位错的产生有利于间隙原子的扩散,但ε相、γ'相层厚度超过位错影响区的厚度时,扩散速度变缓。同时在具有多相层的扩散中,渗氮层厚度的增长速度决定于扩散速度最小的那一相的扩散过程。当化合物层形成一定厚度后,在化合物层和扩散区的界面即建立起相对稳定的氮浓度梯度,此后扩散区厚度的增长主要取决于氮向内部的扩散速度,而与工作气压关系不大[4]。
(3)工作气压对硬度的影响
图2是不同工作气压下氮化层的硬度梯度曲线。在不同工作气压下离子渗氮后,H13的表面硬度有显著提高,均在1050HV0.3以上。而且氮化层的硬度梯度分布较平缓,渗层越厚,硬度梯度变化越平缓,而变化平缓的硬度梯度对提高模具材料的耐磨性具有良好的效果。显然,选用合适的工作气压,有利于提高模具的耐磨性。
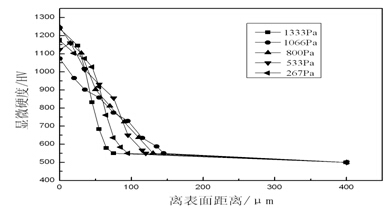
图2 渗氮层的硬度梯度曲线
(4)温度及保温时间对氮化层厚度的影响H13钢化合物层厚度在氮化初期增长较快,保温2~4小时后变化不大。一般合金结构钢在用分解氨渗氮时,随保温时间延长,ε相减少,γ'相增多,长时间保温后,化合物层基本由γ'相组成。渗氮时,从500℃升到达560℃,化合物层中ε和γ'均增加,当升到580~600℃时,ε相突然减少,γ'相数量猛增,当温度升到620℃,γ'相数量急剧减少,升到650℃以上则化合物层分解。
3.结论
本文通过对挤压模具钢H13渗氮层组织的形成机理进行深入分析研究,对挤压模具钢在渗氮中各影响因素进行了全面分析。结果表明,采用合理的渗氮工艺将大大提升铝型材挤压工模具的寿命及性能。离子渗氮时,气压通过影响等离子体辉光放电特性对渗氮层的组织和结构产生影响,气压过低或过高均不利于渗氮的进行。同时在整个过程中保持等离子区的低氮势,以避免在表面产生γ'氮化物的晶核,故此时氮势应恰好仅低于临界值,以使扩散层能被氮所饱和,并且在硬度和深度上不致比通常的扩散层加化合物层降低太多。 对H13而言,采用N2/H2=2:1,渗氮温度为540℃,渗氮时间为2h时,选用533~1066Pa的气压是较合适的,渗氮后工件的表面硬度均在1050HV0.3以上,渗层硬度分布平缓,渗氮化合物层厚度最高达9μm,渗氮层总厚度可达0.15mm左右。

