
铝挤压过程是一个利用热量和压力的共同作用来使铝棒转变成型材的过程。历史上,铝挤压生产是以保守的人工方式进行的,只能间断地进行测量,产品会有变形和浪费。操作者的经验程度至关重要。如今,新技术可以让员工编制工艺流程的热压参数,在线学习更多的生产技术,把挤压生产过程转变为更高级的自动化管理过程。第二层的收益包括微观结构分析、型材物理属性和表面及尺寸等方面信息。
本文提出了一个温度管理路线图,通过温度管理来提高生产率,帮助操作者定量监测主要参数,更快地完成生产任务,使产出的型材质量更稳定,废品更少。文中给出了实际采集的现场数据,以此说明温度管理系统的重要性。
介绍
为了保持在现今激烈的竞争环境下的优势,许多铝挤压厂都采用了积极的管理程序来实现生产优化和产品的多样化。为了提高生产效率和产品质量,他们在管理上投入了很多成本。在过去的十年里,几乎所有的铝挤压厂都投入了大量的资金购置新设备,但并不是所有的配套设备都进行了同步更新。通过采用新的红外线温度检测系统,领头的挤压公司都在20世纪90年代经历了一个思维模式的转变。结果使这些公司与行业其他公司在产量和质量上不断扩大差距。强大的管理模式给这个行业带来了设备、自动化水平和产品研发等方面的技术变革。
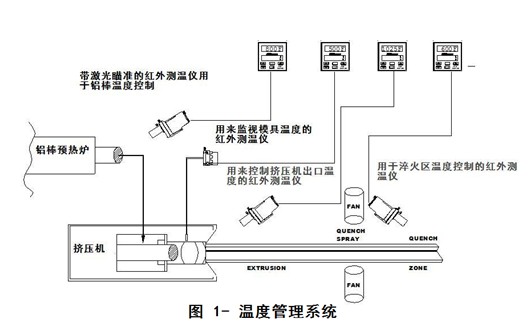
工业流程上的一大成就是温度管理系统的出现(TMS)。在挤压过程(图1)中,铝型材温度测量数据的准确性,连续性和可靠性,为过程自动化控制打下了良好基础。对于行业标杆企业,铝挤压过程已经变成了一个系统工程,不再依赖手工的操作,不需要有工匠级的操作水平。结果就是:
优化操作流程,提高工作效率
提高产品质量,减少次品
改善生产过程和环节的连续性
实质上的实现成本节约
作为工厂的领导者,你有责任为技术升级预留出时间并给予资金上的支持,以此来保证公司的竞争力和收益率。你是促成工厂从低科技生产向高科技生产转变的驱动力。低科技含量生产得到的是低技术含量和低收益的产品。高科技的生产可以给产品增值,并且生产出更新更成熟的产品,从而提高收益,拓展新的市场。
运行一个优化的挤压机生产线,需要克服生产过程和冶金过程中的各种变化,来保证高效高质量的产出。其中的诀窍就是确定和理解这些变化,然后竭尽全力的去避免其中的问题。但大多数工厂已经在朝这个方向走了:让操作者能看到更多量化的工艺参数,更好地监控生产。
总的来说,了解生产过程中的温度情况,并且可以优化生产过程的参数,是操作者提高工厂生产水平的仅需的条件。接下来是告诉你如何达到这个目的。这需要一个企业文化从最高管理层由上至下的改变。
温度的道路
在挤压过程之前,中间和之后,金属的温度对于挤压机来讲都是至关重要的。在挤压之前,铝棒的温度历史决定了它的品质和金属机械性能的均匀性。挤压时,铝棒温度连同盛锭筒温度和模具温度一起,决定了保证型材质量的挤压速度。挤压后,对于有些合金,冷却率又决定了挤压型材的抗拉强度。
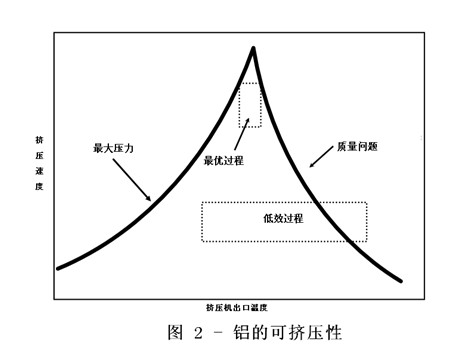
在挤压机出口安装实时在线温度监测可以让生产线的工作效率更高。通过密切的监测和控制工艺变量,过程性能图表(图2)对于提高挤压效率是非常有意义的工具。在理论上的最佳操作条件下,生产过程中应该不存在温度、速度和铝性质的变化。如果按照过程性能图表执行生产,在保证了这些临界参数受控制并准确的条件下,就能在实质上改善生产率。
铝棒的铸锭和均匀化
因为没有一个铸锭过程可以控制均衡凝固的状态、微观结构的变化和溶解质的分布。所以为了消除这些差异,必须进行铝棒均匀化。
其中任何一个温度的变化都可能导致合金元素溶解度变差(不平衡结晶造成晶内偏析),组织均一性变差以及低共熔相的改变。
自然地,原材料的品质越均衡越一致,产品的品质才会越均衡越一致。标杆企业都知道均衡的和一致的操作可以产出均衡和一致的产品。标杆企业也知道,所有的一切始于铝棒或大圆棒的均衡和一致。
铸锭和均匀化的全过程的温度都是用热电偶测量的。铸锭过程的工艺条件决定了使用非接触式测温传感器是不实际的,而且,因为有足够长的均热时间保证热电偶的充分热传导,这道工序是不需要使用非接触式测温仪的。
铝棒预热
铝棒在进入挤压机之前是要预加热的。传统观念认为, 铝棒必须在加热炉内加热到固溶温度,但经验显示这不是一定的。只要铝棒被正确的铸锭和均化,就没有必要在铝棒预热炉里达到固溶温度。在现代铝挤压工厂里,铝棒加热炉的唯一目的就是让金属软化。如果金属加热不够,就没有办法顺利通过模具。如果铝棒加热过热,挤压的速度就必须很低。
在铝棒预热区测温典型的问题有:
两点式的热电偶读数会偏低
两点式热电偶的日常维护经常被忽略
均匀化热处理温度是铝棒的关键参数
操作者倾向于过度加热铝棒
操作者倾向于降低挤压速度来微调铝棒在挤压中的温度变化
过度加热和慢速挤压都浪费了预热的能源
标杆企业意识到铝棒应该加热到能够挤压的最低温度,同时必须保证挤压机出口的温度达到目标值。通过降低铝棒预热温度,挤压速度就可以提上来,这样加热炉的能量消耗就减少了。实践证明,这样的改变能节省燃气加热炉15-20%的能耗。
对于燃气加热炉,铝棒区间温度是使用两点式的热电偶测温。因为这类仪表对维护都有很高的要求,使用这样一台仪表,要么花费很高维护费,要么失去精确度。在有些铝挤压厂,非接触式传感器已被用来检测和控制铝棒区域加热段的温度。不但减少了对接触式热电偶测温计的依赖,也因此减少了因仪表本身局限性带来的维护问题和精确度问题。
在感应加热炉系统中,红外线温度传感器直接对准铝棒表面,可以直接的监测温度,从而减少两点式热电偶使用不一致性。类似的,对于燃气加热炉,可以将传感器安装在加热炉出口(挤压筒入口)监测铝棒表面的温度,这个温度也被用来修正炉内热电偶或者红外线测温仪测得的温度偏离。铝棒料测温最理想的位置是铝棒截面,来检查均热段温度。测量侧截面的温度也是因为这一面将首先接触到模具。
对于梯度加热的铝棒,可以把一个传感器安装在铝棒传送带的侧面来监测温度,或者安装两个传感器分别测量铝棒两头截面的温度。精确的梯度加热温度对连续传送铝棒进入挤压机是非常重要的。不精确的温度测量会使得梯度加热失去意义。
挤压机出口
在整个挤压过程中,挤压机出口的温度到目前为止是最重要的过程参数(图2)。挤压机出口的型材温度直接关系到最佳的挤压速度,废品率和产品质量一致性。
如果你在挤压机出口使用的不是多波长的红外线传感器,那么你将面对如下问题:
降低挤压速度来控制质量
挤出温度递变的非等温产品。
质量不稳定
令人头痛的废品率
操作一个未知的断断续续的生产过程
完全依赖操作者的经验
无量化监测、无报警、无控制的挤压机生产
没有对挤压机在温度或者速度上的优化
因为操作效率偏低而增加生产成本
影响挤压机出口温度的因素很多,包括铝棒预热温度、挤压杆速度、模具温度、挤压筒温度、还有模具形状。挤压机出口温度直接影响了型材的表面光洁度、硬度、模具粘铝量、模具磨损程度以及阳极氧化的一致性。
标杆企业使用红外线测温仪来确定挤压机出口的最佳温度,并通过前期调整实现最佳挤压性能。新的第三代多波长红外线传感器已经上市。新配置的“即瞄即读”功能让操作者可以直接感受这个技术。标杆企业都投入了大量的资金来配置这些新的传感器,几个月之内都从收益里得到了回报。
一旦最佳挤压出口型材温度被确定了(每一种型材只需要十分钟的时间),这个铝棒预加热温度都可以被降低,挤压杆的速度也可以提高,整个挤压过程就得到了优化。调整模具和挤压筒温度还可以额外的改进挤压机出口的温度。
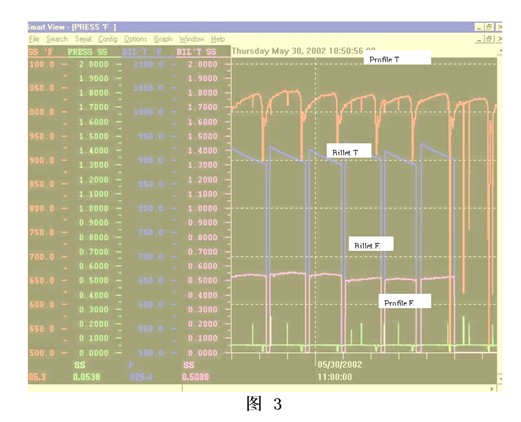
报警灯和数据记录是帮助操作员在不同的工作时间保持稳定的工作效率的根本,由此我们也必须再一次强调温度和工作文化转变的重要性。最基本的数字显示并没有强调温度的价值,可能轻易的被忽视。报警灯和记录数据(图3)是对挤压机监督和管理的“看门狗”,让操作者更投入他的工作。在图3中,包括了铝棒和挤压机出口温度,数据T表示铝棒温度,E表示发射率。因为有了对型材反射率的测量,这些数据还可以被用来诊断挤压机出口型材表面的平整度。
最后,有控制程序包来实现挤压机的自动化生产,减少操作者的参与。有一些工厂减少人力来实现成本节约。
淬火率
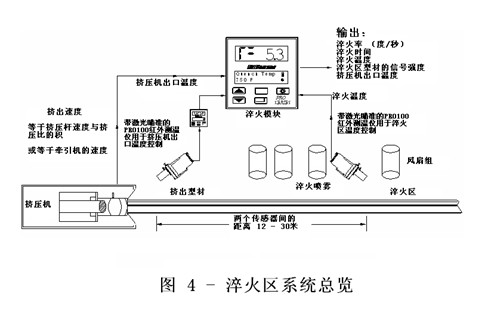
当型材以合适的温度离开挤压机出口后,使用空气或者水雾来淬火,冷却比率决定了型材的晶粒结构,从而也决定了金属的抗拉强度属性。生产过程的优化使挤压速度上升,淬火系统的负担也就加重了。大多数挤压厂仅仅抽查冷却比率。而标杆企业则会使用红外线测温仪(图4)来实时测量淬火温度和淬火率(度每秒)。典型的,淬火区距离挤压机出口40-100英尺(约12-30米),有效的淬火率在淬火区开始的部分。
要交付高质量的产品给你的客户,淬火过程是至关重要的,否则你也不会使用它。(象淬火率这样的数据),如果你没有在线进行监测,你就会有以下的问题:
盲目生产,不确定淬火程度
不确定淬火系统(空气制冷/水冷)是否足够
让所有型材都达到热处理的T6状态
挤压速度的提高有没有受淬火系统的限制?
没有在线的质量监控、判定或者记录文件
由于不合理的淬火而被退货
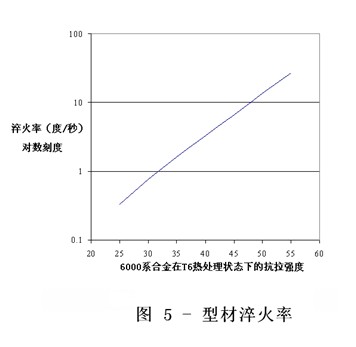
新一代的多波长温度传感器在设计时就内置了一个软件,在每一次挤压过程中,它都可以根据挤压机出口和淬火区温度连续实时地计算出淬火率。这一数据是为了帮助工程师优化淬火系统,同时帮助质量检测部门收集每一个型材的在线数据。标杆企业都能将这一信息加入一个淬火参数菜单(图5)。淬火区传感器有一个手动远程移动功能,用来在一个受限的安全区域快速瞄准。
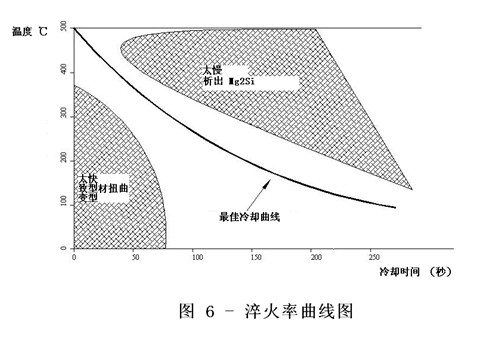
此外,淬火率加入了限制来保证产品不会超出抗拉强度的要求。如图6显示,淬火速度过快会导致型材扭曲变型,而淬火速度过慢又会伴随着Mg2Si析出物的产生影响型材表面的化学性质。
如果你想要成为标杆企业,不能忽略淬火系统。
你是一个标杆企业吗?
挤压生产的基本物理学原理是普遍适用的,标杆企业的不凡之处在于关心行业前沿的技术动向、重视挤压生产中的一般性规律,并且有决心将表征和控制工艺参数的新技术手段付诸实践。
标杆生产者通常对温度非常着迷。他们持续的监控温度,记录温度,并且控制温度。他们对挤压生产过程中每一个点温度的影响都了若指掌。他们没有什么特别的或者更合适的仪器。他们也没有魔法棒。他们只是单纯的认识到,要提高生产效率,首先就是挤压的速度。如果挤压机出口温度是未知的,那么慢速或者过多的废品及低效则是情理之中的了。
在生产过程中,不可能仅仅关注其中的一道工序而忽略了其他的环节。我们知道,每一根铝棒和挤压机出口的温度都决定了是否需要降低铝棒预热温度和提高挤压速度。挤压速度的提高又对铝棒预热炉和淬火系统提出了额外的要求。所有的工序都必须平衡而又和谐地进行,加上文化意识上改变,才能利用好这一自动化的(管理)优势。
标杆企业会想办法用一种简单和直接的方法来解决瓶颈问题。标杆企业真正理解了温度管理系统就能意识到它的好处。标杆企业从不吝啬投资到新的仪器来优化生产,因为他们知道回报是很快的。对于典型的软合金挤压,通过优化挤压机出口温度和挤压杆速度,生产率将会提高20-30%。而对于硬合金的挤压,其效率提高则会更高。
一个新装有温度管理系统的软合金铝挤压厂,周一开始执行新一周的生产计划,周三就完成了生产任务。你想象一下自己周三完成生产任务。你会拿这多出来的时间做什么?你会怎么利用这么高的生产效率?你会有什么样的变化?温度管理系统要求对铝挤压有一个全新的文化认识。
怎样实施这样一个改变呢?你要怎么开始呢?首先,你要有文化意识的转变,以生产持续稳定高质量产品为目标,把这一意识自上而下渗透到每一条生产线。如果上层没有一个领导层来带领大家改变,购买新仪器也是徒劳的。所以,实现这一目标的基本步骤有:
1. 管理层必须树立起生产持续稳定高质量产品的目标
2. 这一目标要求工厂各个层级的人的文化意识的改变,必须有管理层来领导大家作出改变
3. 工程师有责任购买、安装和调试温度管理系统,培训现场操作人员
4. 这一优化项目也将确定使用系统前后的成本节约,包括更少废品,生产效率提高,更好的质量和能耗减少
5. 一个“最优操作准则”文件将由工程师制定来规范生产过程
6. 挤压机操作和维护工人都必须被培训,掌握温度管理系统,并把每周的表现展出
7. 至少有一个维护工人需要为仪器负责,并懂得红外线测温仪
8. 再次,管理层应该表现出积极的领导力,赞扬成功的地方,找出收益慢的瓶颈原因
9. 如果经过一年的调整,工厂还没有适应温度管理系统,那么这个瓶颈必须尽快解决
10. 实现改进的主要人员应该得到表彰,每一个人都应该对这一自动化的改进感到愉快
标杆企业从来不忘记,他们的目的就是赚钱。如果你想成为标杆企业之一,你要首先关注三件事,那就是:
温度 ! 温度 !和温度!
(译文由深圳市金瑞达实业有限公司提供)

