
一、前言
随着科学技术的进步和经济的发展及人民生活水平的提高,各种铝合金挤压材在航空航天、交通运输等部门广泛应用,特别是在飞机和航天器材上成为轻量化首选材料。目前,铝合金在民用飞机结构上用量为70%-80%。
二、直升旋翼机简介
旋翼机的旋翼依靠前方来流吹动始终处于自转状态,因而一旦发动机空中停车,可以直接依靠旋翼自转着陆,而直升机旋翼还需要一个转入自转的过程,所以旋翼机没有直升机的低速回避区,安全性更好。旋翼机由于其旋翼自转,没有自发动机至旋翼的减速和传动装置也不需要平衡旋翼反扭矩的尾桨,因而结构大大简化。

图1:铝合金直升旋翼机
现代自转旋翼飞行器采用旋翼预转技术,起飞前通过简单传动装置将旋翼预先驱转,然后通过离合器切断传动链路后起飞,使得它可以跳跃式或超短距起飞(起飞距离0~30m);自转旋翼飞行器降落时,通过操纵旋翼锥体后倾,可实现点式着陆,不需要专用机场。因而近十几年来,直升旋翼机再次成为航空领域关注的热点。
三.旋翼片介绍
旋翼机的旋翼片主要给旋翼机提供升力,是一个高速旋转的部件,因此对旋翼材料的抗拉强度、屈服强度和疲劳强度都有很高的要求。国外的旋翼片主要有复合材料制作(意大利Magni、西班牙Ela)和铝型材挤压(德国Autogyro、法国Averso)两种工艺。复合材料旋翼生产周期长、成本高,优势在于无疲劳寿命,铝合金挤压旋翼片具有质轻高强度高性能,生产效率高和成本低的优势。
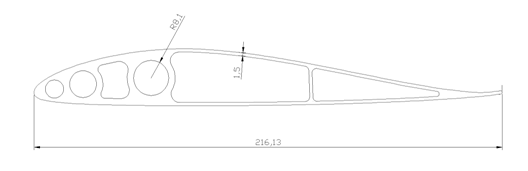
图2:直升机旋翼片铝型材截面示意图
四.旋翼性能要求
我们对国外挤压旋翼进行了分析研究。德国Autogyro公司旋翼宽度198mm,使用6005A-T6铝合金进行挤压,抗拉强度265Mpa,屈服强度230Mpa,硬度15HW,延伸率≥8%。法国Averso公司旋翼宽度216 mm,使用6106-T6铝合金进行挤压,强度高于6063-T6,低于6005A-T6。6061-T6强度高于6005A-T6,并且6061铝合金也是挤压常备棒材,结合旋翼强度要求,我们选择6061合金进行挤压。
旋翼片各项指标要求:
1、挤压执行标准:GJB 2507A-2008 航空航天用铝合金挤压型材规范
2、力学性能:抗拉强度Rm≥265Mpa,非比例延伸强度Rp0.2≥260Mpa,断后伸长率≥8%。
3、表面处理:阳极氧化和氟碳喷涂。
五.生产分析
此次挤压旋翼给我们带来了巨大的挑战。首先,6061铝合金硬度大于6005A和6063,挤压难度高。T6状态要用强风和水雾冷却,产品变形量大,成品率底。其次,从旋翼结构分析,旋翼宽度216mm,厚度26mm,每根长度4米。旋翼前缘厚,25%之后壁厚变得很薄,只有1.5mm,大大超出了挤压工艺100:1的宽厚比,这给模具制作和挤压工艺带来了很大难度。
目前国内外还没有使用6061-T6生产的自转旋翼机旋翼,因此我们决定挑战这一世界高度。
六.生产过程控制
在初期生产过程中型材出现周期性锯齿、扭弯和波浪等现象。针对以上出现的质量问题,经公司生产总经理和总工程师指导,结合技术团队,专题研讨做出以下方案来生产。
1.优化模具设计,保证工模具维修品质。
模具对实现整个挤压过程起着十分重要的意义,是保证产品成型,具有正确形状,尺寸和精度的基本工具。
在设计模具时,尽量使各部分受力均匀,要避免尖角、凹角和壁厚差悬殊,以免产生过大的应力集中,引起热处理变形、开裂和使用过程中脆性破裂。
模具钢材选用耐高温,具有高强度、高韧性、高耐磨、高抗疲劳度,包括淬透性良好的钢材,并做好模具热处理来保证模具韧性和屈服强度。
模具维修增加导流和阻流,合理设计分流孔和桥部结构来调节金属的流量。
2.设备、装置的调整
挤压杆、挤压筒、模座三点中心位对中,严禁中心位不对中进行生产。我公司在以下情况下会对挤压机的中心位进行调整:
①每挤压一定时间后;
②对挤压机相关设备检修之后;
③挤压机升温前与升温后。会对加热前与加热后的中心位进行对比,查看是否偏移以及偏移的程。
调整中心位时,将所调整的数据记录存档、分析,以提高一次调整成功的合格率,减少时间及人力、物力的浪费。
3.铸锭均匀化处理
6061合金铸锭进行高温均匀化处理,目的是消除或减少晶内偏析,提高材料热变形和冷变形的能力,改善制品的力学性能,消除凝固时产生的内应力,使铸锭具有较大的化学和组织均一性。
均质工艺为560℃±10℃保温4小时。出炉后快速冷却至室温。
4.温度和速度调节
生产方式为高温低速挤压,铝棒采用工频感应炉加热来实现每条棒梯度加热。从棒前端到棒后端的温度逐渐降低,前端与后端的温度相差50℃。挤压筒的实际温度控制在430—450℃,模具的实际温度控制在470—490℃。为了保证出料口温度控制在520℃--535℃,挤压的出料速度控制在10—15米/分钟。
挤压生产过程中,及时对铝棒以及挤压机出口温度进行测量,合理地选挤压速度,确保工艺参数在所要求的范围内。并根据机台不同留有合适的压余量,保证了型材的内在质量。
5.精密在线淬火
6061-T6合金要达到高的力学性能,我们公司采用智能化数控在线淬火设备,具备满足各种不同截面形状所需要的冷却强度的差异性调节,很好的解决型材的冷却变形问题。
6.挤压型材的牵引
生产时使用先进的直线式双头牵引机牵引。工作时牵引车上钳口咬着型材前端,并保持与型材一定的拉力,且自动地与挤压机的挤出速度实现同步,把型材从模腔中平直地引出,免得各挤压型材的长度参差不齐,防止型材悬挂、扭曲,从而提高型材的成材率和表面质量;以一定的张力牵引型材,使型材在张力下冷却,减少变形,使多根挤压时金属流动均匀,单根型材挤压时帮助使模具定径带处金属流动慢的部位加快,整个截面上金属流动均匀。保证了型材的力学性能均匀,表面质量良好。
7.拉伸矫直
拉伸率控制在1.5%—2.5%。选用操作熟练的员工作为前拉伸手,能使其根据铝型材的不同而进行适当的拉力和距离的调整。根据型材横截面积的不同,设计专用的仿形垫块,防止型材在拉伸时由于受力不均而造成的型材头尾弯曲、几何尺寸等缺陷,确保了型材的力学性能稳定。
七、时效工艺
在实际生产中,根据现场经验,当6061铝棒温度控制在510~520℃之间,时效温度控制在175℃,保温时间8h时,能得到较好力学性能的型材。而挤压后的冷却速度直接影响着型材的力学性能,冷却太慢往往会造成强度达不到要求,而且在现在生产中,要根据型材的不同截面适当调整挤压工艺参数,比如比较薄的就应该降低挤压速度、降低棒温,遇到壁厚较厚的型材,应该适当升高棒温,加大冷却系统的作用,这样才能保证挤压固溶后,能够得到过饱和的固溶体,不至于在现场冷却速度跟不上,从而导致强化物Mg2Si不能完全固溶于铝基体中。冷速太快,往往会使得型材中有较大的残余应力,从而变得很脆,其延伸率达不到国标要求。
由于固溶处理得到的过饱和固溶体都是具有高能量状态的亚稳相,只要可能(如加热到一定温度或室温保持较长时间),它就会向较低能量的稳定状态转化,从而形成稳态相,而这种转化是通过过饱和固溶体的分解而实现的,所以固溶处理后通常要进行室温或加热条件使过饱和固溶体分解的热处理即时效处理时效的强化效果主要取决于淬火得到的过饱和固溶体的浓度及时效制度有关系。过饱和固溶体的浓度越高,则时效强化效果越好;时效温度越高,则时效强度达到峰值的速率越快,但往往在达到峰值后,如果继续时效,其软化的速度也更快,所以说,时效不是温度越高,时间越久越好,如人工时效,当制品达到强度峰值后,如果继续延长时效时间,强度不但不会提升,反而会下降。这就是所谓的过时效。所以说,温度与时间的合理匹配,才能取得最佳的时效强化效果。
6061-T6工艺控制参数为175℃保温8小时,某些铝合金制品,淬火和人工时效间的间隔时间对时效效果也有一定的影响,这就是所谓的 停放效应 ,如果在淬火后停放24h以后再去时效,其强度值将明显低于立即时效获得的强化效果。因此,对于具有停放效应的铝合金制品,应尽可能地缩短淬火与时效间的间隔时间。
八.表面处理工艺
旋翼片常年处于高温与低温交替变化,要求具有很高的防腐、抗紫外线能力和一定的表面硬度。我们根据客户要求,选择阳极氧化和氟碳漆喷涂两种表面处理工艺。
1、阳极氧化采用中温封孔阳极氧化,膜厚25μm。
2、氟碳喷涂具有优异的抗褪色性、抗起霜性、抗大气污染(酸雨等)的耐腐蚀性,抗紫外线能力强,抗裂性强以及能够承受恶劣天气环境。氟碳喷涂采用三涂,平均膜厚≥40μm。
九.结束语
本文结合生产实际,对直升机高强度铝合金旋翼片的生产过程进行了研究分析,对挤压、在线淬火、时效、表面处理等关键工序的控制点进行了探讨,提出了相应的防止措施
在执行以上工艺后,我公司成功做出高强度直升机旋翼片,客户使用满意度较高。
随着高精度型材的不断研发, 我公司在生产过程中,会继续确保持设备运转稳定,先进生产工艺和人员操作标准化相结合,质量检验不放松,生产出更多质量合格稳定、客户满意的产品。

