
前言:
铝型材因其加工性能佳、质轻等特点,广泛应用于建筑等各个行业,用量占金属型材的80%以上。针对铝型材涂装前表面处理,通常采用除油、铬化、烘干工艺处理,使铝型材表面生成一层疏松有孔隙的铬酸盐转化膜,从而使铝型材基材能与涂料有良好的附着力。但传统的铬酸盐钝化所生成的转化膜含有的三价铬和六价铬具有很强的毒性,为高致癌物,同时考虑到Cr6+和Cr3+治理和监管的困难,对此,各国政府先后制定了一系列环保政策,在某些领域限制采用含铬钝化工艺。鉴于此,开发研究无铬钝化工艺技术,摒弃传统的铬酸钝化工艺,是铝型材钝化技术的创新,是推行绿色工业技术、保护环境的形势所需,企业寻求新的无铬表面处理工艺迫在眉睫。
正文:
含钛基或含锆基的溶液代替铬酸盐用于铝基材表面的预处理已确认并被行业内广泛采用。钛、锆为同族元素,钛基或锆基无铬钝化液主要含氟钛酸(H2TiF6)或氟锆酸(H2ZrF6),另外还有少量的HF及高分子化合物。其反应机理为(以H2TiF6为例):
2Al + 4H2O→2AlO(OH) + 3H2→Al2O3 + H2O
2Al + 6H﹢ + 3TiF62﹣ + 5H2O→(2AlOF.3TiOF2) + 10HF +3H2
Al3﹢﹢ Ti4﹢ +F﹣ +4H2O→ Al(OOH)Ti(OOH)F +6H﹢
Al3﹢ + 2R-COOH + F﹣ + H2O→(RCOO)2AlOF + 4H﹢
膜层结构:
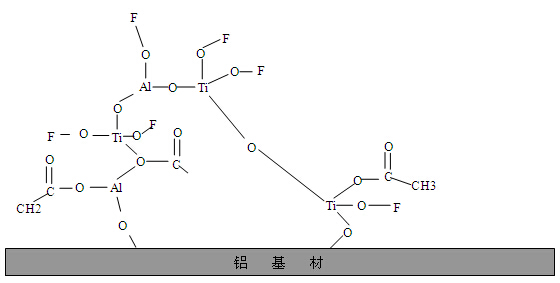
从反应方程式及膜层结构可以看出,含钛基的无铬钝化液与铝基材的成膜机理是高分子的聚合反应。从化学反应的可逆性考虑,聚合反应的可逆性较强,即反应正方向生成高分子聚合物,逆方向聚合物分解;从化学键角度考虑,聚合高分子的化学键稳定性也不是很强。因此,反应过程中的工艺控制须严格谨慎。
首先是槽液浓度,槽液参数控制范围见表1表1
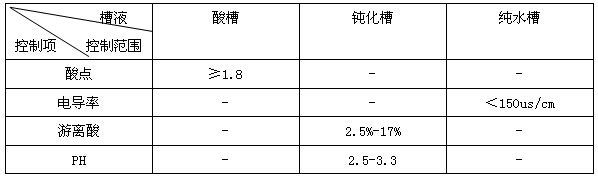
槽液的控制范围较严格,酸槽酸点低于要求范围会导致除油效果差,延长除油时间,影响生产效率;相反,酸槽酸点过高,会使酸洗反应剧烈,造成铝材表面局部产生酸蚀痕。经生产实践,酸槽酸点最佳控制范围在1.8-2.7。钝化槽作为表面处理的核心槽液,游离酸代表着与铝型材反应成膜的钝化剂的有效含量,低于工艺要求范围直接导致成膜困难或成膜不完全,过高会导致膜层粉化。钝化槽PH同样对成膜反应起重要作用,由于H﹢参与成膜反应的正逆两个方向,PH过高或过低都会加剧反应难度,使得成膜困难,因此钝化槽的PH控制范围要求严格。最后是纯水槽的电导率控制,电导率过高即表示纯水里含导电性成分增加到一定程度,杂质过多或影响膜层性能。格外强调一点无铬钝化前后最好是用纯水洗,因为像前面所说的无铬钝化成膜的化学键稳定性不是很强,如果采用工业水或自来水,其中的Cl﹣和ClO﹣等离子很容易与高分子膜发生反应破坏膜层。
其次表面处理工序的反应时间的掌控要求尤为精细,表2为无铬钝化处理各工序时间控制范围:
表2

酸洗时间5-30min,要根据槽液的酸点高低适当调整,实际时间控制以料入槽时的反应程度而定。槽液酸点较高时,反应剧烈,型材浸泡时产生大量密集气泡,这时应缩短酸洗时间,5-10min即可,若反应时间过长会引起型材表面产生侵蚀痕;槽液酸点较低时,反应较平缓温和,型材浸泡时产生少量的气泡,这时应将酸洗时间控制在15-30min,酸洗时间不足容易造成除油不彻底,影响成膜。酸洗之后经两道水洗(一般1-2min即可),然后是纯水洗,纯水洗作为钝化前的最后一道工序,一定保证纯水水质(电导率)及浸泡时间,一般3-5min。钝化槽反应时间控制区间较小,根据钝化槽游离酸含量,新配槽游离酸含量较高,反应较激烈,效率高,反应时间应控制在3min以下时间过长会导致膜层粉化;处理一定量型材后,游离酸含量降低,反应时间应适当延长,一般3-5min。钝化之后再经过一道纯水洗(1-2min)然后滴干,滴干要以45-60°角放置,便于水分滴落。滴干时间根据装框密度及料型号而定,至水滴不再成柱状滴落,滴落时间平稳时再入炉烘烤。
烘干炉的烘烤温度及烘烤时间把控亦需谨慎。烘烤温度工艺要求70-100℃,考虑到生产车间的生产效率及成本,一般设定为100℃±5℃,最高不超过115℃。烘干温度方面的实验显示,当炉温超过120℃时,虽没有出现明显膜层性能降低或膜层破坏等情况,但当再次喷涂时,会导致涂层局部划格不规则掉漆或掉粉现象。烘烤时间亦应根据装框密度及型材壁厚等而定,一般大料烘烤时间30-60min,普通门窗料60-120min,极小的料装框密度较大时,应适当延长30-60min,具体看烘干效果,要保证料表面干燥无水滴。
另外要定期进行清槽、换槽液。一般酸洗槽每个月至少清理1-2次,由于其主要作用在于除油渍、去杂物,槽里容易积累过多污泥,其中铝屑或框中掉落的杂物容易与酸长期发生反应,污染酸槽的同时还消耗酸用量,所以每次清槽都要彻底。由于酸液除油的有效成分为氢离子,所以溶液里含有被污染掺杂的其他离子不会对酸洗除油造成影响,或影响甚微,因此酸槽清理时不必将酸液换掉,节约成本。普通水槽一个月清理一次即可,纯水槽根据钝化槽换槽时间进行清槽并换槽液。钝化槽清槽、换槽液时间应根据钝化剂使用周期而定,一般按新配槽时的钝化剂使用量为一个周期,以后每次槽液加钝化剂至配槽时钝化剂使用量时为一个周期,一般6-10个周期要进行一次清槽、并换槽液。
铝型材的无铬钝化处理工艺是铝基材与钝化剂通过发生氧化反应、聚合反应等一系列的复杂化学反应而在铝基材表面生成一种聚合金属氧化物的膜的过程。相比铬化处理工艺,无铬钝化处理工艺没有像六价铬这样强氧化性的化学成分,因此,为了保证无铬钝化工艺的成膜质量,在生产中有很多要素都需要严格控制,诸如:反应时间、槽液浓度、清槽换槽周期、烘干炉温度、烘干时间等等。
近两年来,无铬钝化工艺迅速发展,虽其工艺控制精度较高,生产中实际操控有一定难度,但无铬钝化工艺代替传统铬酸盐钝化工艺已成必然趋势,越来越多的铝型材企业已经将无铬钝化工艺吸收并投入生产实践,相信在同行精英们的努力下,无铬钝化工艺将会越来越成熟,最终融入整个铝型材表面处理行业。


