0.引言
随着近年来浇注式断桥隔热技术在中国迅速普及和推广,大量型材厂开始生产加工浇注式断桥隔热型材。伴随着建筑铝合金型材的迅速发展铝型材表面处理材料在类型、颜色、配方等方面不断丰富,而表面处理材料和隔热胶作为化学材料本身具有粘接性、相容性、收缩性等物理化学特性及差异,并且不同材料在变化着的生产条件(如温度、湿度等)下其各种特性也相应发生变化,导致一些情况下出现浇注式隔热型材某些性能指标不合格的现象,重点表现在纵向抗剪切强度不合格与干收缩量不合格两个方面。本文将从打齿技术介绍、提高纵向抗剪切强度和解决干收缩三个方面论述打齿工艺的必要性。
1.打齿工艺
1.1打齿工艺的定义
打齿工艺起源于美国,英文为Mechanical Lock意为机械锁紧,主要分为两种方式Brader和Lancer。意指使用机械破坏铝型材部分表面或者结构,通过部分表面或者结构被破坏产生钩状齿机械锁扣。通过机械锁紧的方式提高复合型才的整体力学强度,增强聚氨酯隔热胶和铝型材的粘接能力。
1.2打齿工艺的原理
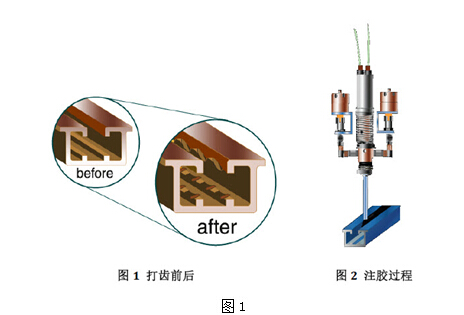
Brader:使用特制刀具深入注胶槽内部,在注胶槽内的四个力学锁点上打出深度大于0.38mm间距小于9.5mm的钩状齿,使聚氨酯隔热胶与铝型材粘接更加牢固,通过机械锁紧方式提高铝合金复合型才的整体力学强度。如图1所示。
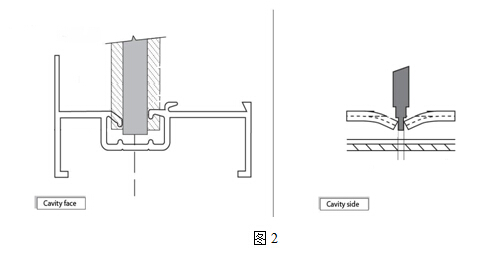
Lancer:使用刀具直接破坏注胶槽槽口附近的铝合金,打出深度为4.76mm间距为19mm下沉式钩状齿,使聚氨酯隔热胶与铝型材粘接更加牢固,通过机械锁紧方式提高铝合金复合型才的整体力学强度。如图2所示。
1.3 有效打齿
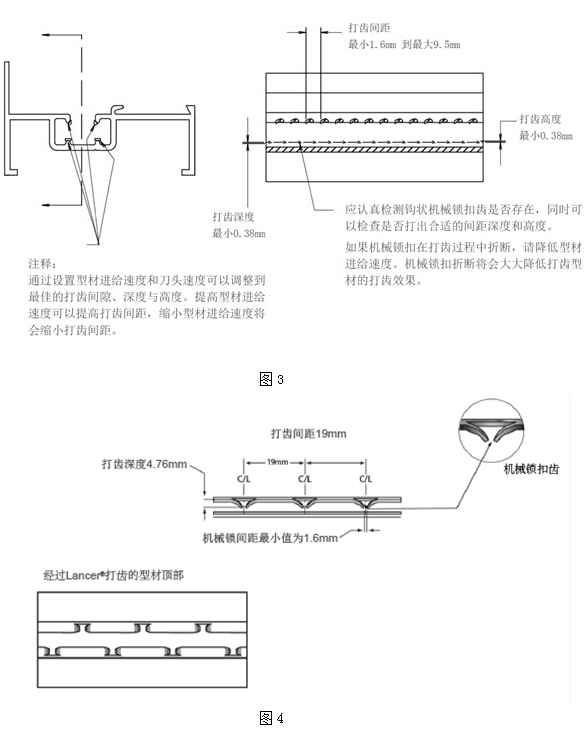
有效打齿意为经过Brader打齿机打齿后注胶槽内部四个力学锁点需全部被打齿,且深度不得小于0.38mm,间距不得大于9.5mm。使用Lancer打齿机打齿后的注胶型材钩状深度4.76mm,打齿间距19mm,机械锁间距不得小于1.6mm。通过有效打齿才能保证足够的强度提升。检验有效打齿的标准详见图3、图4.
2.打齿工艺对纵向抗剪切强度的提升
纵向剪切实验作为生产隔热铝型材是否合格的一项重要检测项目是,国家标准GB5237.6-2012和GB/T23615.2-2012要求的判定隔热型材是否合格的常规性检测项目之一,至不少生产厂家将其视为判断隔热型材是否合格的唯一检测手段,其重要性不言而喻。
随着表面处理材料类型的日益多样化,很多表面处理材料供应商为提高表面处理后型材的耐候性、光泽度等指标,特意在表面处理材料中增添各种有利于提高相应指标的化学元素。由于一些化学元素与隔热胶的相容性很差,则直接导致含有一些表面处理材料(如部分电泳漆、氟碳漆、金属粉、醋酸镍、氟化物等等)的浇注式隔热型材剪切力不合格。该指标不合格将意味着型材不能出厂,如果因为疏忽而出厂也很可能导致一些高层项目因风压大致使窗户出现变形甚至掉落的风险。
针对打齿工艺对于纵向抗剪切强度提升效果做2组对比试验。
第一组试验选取型材为65平开窗扇料,使用香槟色电泳表面处理,注胶槽口为标准AA槽口,浇注时化学剂温度26℃、相对湿度40%、型材温度25℃、环境温度25℃、化学剂比例符合隔热胶供应商要求比例。A组式样未做打齿加工,B组式样做打齿加工。按照GB5237.6规定做室温抗剪切强度试验。
第二组试验选取型材为65平开窗扇料,使用黑色电泳表面处理,注胶槽口为标准AA槽口,浇注时化学剂温度26℃、相对湿度40%、型材温度25℃、环境温度25℃、化学剂比例符合隔热胶供应商要求比例。C组式样未做打齿加工,D组式样做打齿加工。按照GB5237.6规定做室温抗剪切强度试验。数据见表1.

通过表1可以发现在相同生产条件下经过有效打齿的型材其纵向抗剪切强度得到大幅提升,验证了打齿工艺对于改善聚氨酯隔热胶同特殊表面处理粘接性能差具有显著效果。
3.打齿工艺对干收缩现象的改善
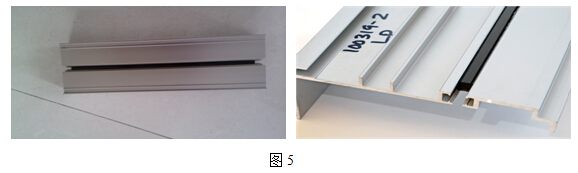
浇注式隔热型材的收缩包括湿收缩和干收缩两种形式。液态的隔热胶浇注到铝型材隔热槽以后,在胶体固化的过程中型材两端出现的收缩称为湿收缩。型材在放置168小时胶体固化稳定以后,在存放和使用过程中型材两端出现的收缩现象称干收缩,通常通过热循环实验来检验型材的干收缩程度。图5是一组型材做完热循环实现后出现干收缩的照片。
浇注式断桥隔热型材出现干收缩的主要原因在于铝型材线胀系数与隔热胶线胀系数相差数倍。但是,由于隔热胶相比铝型材拥有极大的弹性优势,在隔热胶与铝型材粘接性良好的情况下,隔热胶可以通过一定的弹性形变来适应铝型材在温度变化中不同程度的热胀冷缩,使得型材一般情况下不会出现隔热胶明显干收缩的情况。随着表面处理材料类型的不断增加,部分表面处理材料与隔热胶的粘接性不佳或不够稳定,再加上一些情况下浇注隔热胶时温度、湿度等生产条件的波动显著影响了隔热胶的充分反应和固化稳定,使得一些隔热型材出现了明显的干收缩现象。由于干收缩现象往往需要几年的时间才会出现,此时的型材通常都已被加工成门窗,其收缩空隙会在门窗的角部位置出现从而引起气密水密等问题。
第一组试验选取型材为65平开窗扇料,使用粉末喷涂表面处理,注胶槽口为标准AA槽口,浇注时化学剂温度26℃、相对湿度40%、型材温度25℃、环境温度25℃、化学剂比例符合隔热胶供应商要求比例。E组式样未做打齿加工,F组式样做打齿加工。按照GB5237.6规定做60次热循环试验。
第二组试验选取型材为幕墙料,使用粉末表面处理,注胶槽口为标准BB槽口,浇注时化学剂温度26℃、相对湿度40%、型材温度25℃、环境温度25℃、化学剂比例符合隔热胶供应商要求比例。G组式样未做打齿加工,H组式样做打齿加工。按照GB5237.6做90次热循环试验。数据见表2.

有实验数据我们可以看出经过60次热循环试验,选取样品未发生的干收缩,经过90次热循环试验未做有效打齿的样品发生了0.24mm的收缩量,经过有效打齿的样品未发生干收缩。通过该试验可得出结论,打齿工艺对于改善干收缩具有显著效果。
4.总结
随着近年来浇注式断桥隔热技术在中国迅速普及和推广,铝型材表面处理也趋向于多元化,多种表面处理应用于注胶型材生产中。本文着重于讨论使用打齿技术解决特殊表面处理同聚氨酯隔热胶不相容导致的纵向抗剪切强度不合格和注胶型材长时间使用后可能产生干收缩的问题。
打齿工艺对浇注式断桥隔热型材的纵向抗剪切强度有显著提升,对干收缩现象具有显著改善。随着表面处理方式的日益多样化,为保障生产的铝型材具有足够的纵向抗剪强度,在注胶切桥前对型材进行有效的打齿处理是非常必要的。通过打齿,来确保每一根铝型材都是合格产品。