
试验用铝型材为国内建筑门窗常用的6063铝合金(化学成份见表1)
表1 6063铝合金的化学成份

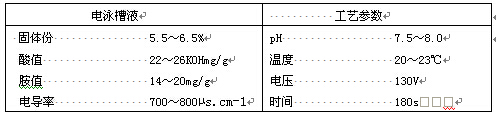
紫铜色电解着色后的电泳工艺,是采用国内当前建筑铝型材广泛使用的丙烯酸阳极电泳涂料,详细工艺条件见表2。
表2 丙烯酸阳极电泳工艺
2.紫铜色电解着色机理和工艺
据资料报道,早在1960年,日本就有利用硫酸铜与硫酸组成的电解溶液进行紫铜色电解着色的先例,典型生产工艺见表3:
表3 日本铜盐电解着色典型生产工艺[1]

紫铜色电解着色通常采用交流正弦波型着色电源,在电解着色过程中,发生如下电极反应:
在交流正半周:4OH- - 4e = 2H2O + O2 ↑ (1)
在交流负半周:Cu2+ + 2e = Cu (2)
2H+ + 2e = H2↑ (3)
电极反应(3)称析氢反应,主要发生在着色升压初期,铝表面获得的紫铜色是靠电极反应(2)获得。一般来说,紫铜色电解着色的着色主盐是硫酸铜,与其他金属盐的电解着色过程一样,电解着色槽液内的铜离子以单质铜或铜的氧化物形式沉积于作为阴极的铝阳极氧化膜的微孔中。
紫铜色铜盐电解着色的优点有:以硫酸铜为主盐的紫铜色着色槽液稳定性好,无需添加氧化类或还原类物质,因而不存在自身消耗问题,配制槽液、槽液中药品补加及在生产过程中都可以随意用干净的空气对槽液进行搅拌;对外来杂质也比较不敏感,槽液抗污染能力强;槽液组成比较简单,废水处理容易。但遗憾存在如下诸多缺点:
①槽液分散能力差,特别对大规格铝材着色,断面上几个不同着色面因极间距不同,着色后容易出现面与面间的色差,需加入一些导电盐来改善;
②导电接触要求高。如绑料稍有松动,或其他部位导电接触不良,就会出现色差;
③由于铜盐电解着色在膜孔内所沉积的铜不像镍和锡那样总是在孔底,有时却趋于在阳极氧化膜的孔口[2],由此容易造成后道水洗褪色现象,封孔类紫铜色铝材也因耐候性和耐蚀性差而不能用作室外建材;
④在后道电泳过程中,膜孔内所沉积的铜很容易溶解而褪色,电泳前需对紫铜色进行保护处理。但经保护处理后的紫铜色氧化膜,因热塑性进一步降低,在电泳烘烤过程中又更容易引发膜裂现象;
⑤在电泳烘烤过过程中,容易出现褪色与膜裂,需适当减缓升温速度和降低烘烤温度;
⑥新配紫铜色着色槽液与使用一段时间后的老槽液,所获得的色调会存在较大差异。一般来说,在每立方米紫铜色着色槽液生产紫铜色电泳铝型材产量达3~5吨左右后,紫铜色的色调才趋于稳定;
⑦对铝基材的金相组织要求高。一旦铝基材内存在粗晶组织,那么所生产的紫铜色电泳产品所出现的粗晶现象,要比生产其他颜色的电泳产品更为明显。因此在挤压生产铝基材时需严格控制好挤压的出口温度,一般为500~540℃,并控制好后道淬火与时效的热处理工艺,阳极氧化前处理宜尽量缩短碱洗时间,最好是单纯采用“三合一”酸洗工艺(即将阳极氧化前处理的除油、碱洗和出光三道工序合成一道工序)。
3.引起紫铜色褪色的根源及防止措施
为了使富贵的紫铜色铝型材能适用于建筑门窗,借鉴用高锰酸钾电解着色获得的金黄色,在经过电泳处理后其金黄色的耐候性大大提高的成功经验,前几年人们不断寻找对紫铜色铝型材亦采用电泳处理的合适工艺。但遗憾发现紫铜色比用高锰酸钾电解着色获得的金黄色更难采用电泳处理,原因在于由氧化膜孔内沉积铜获得的紫铜色,在电泳处理时很容易发生阳极溶解(见如下反应式),从而造成紫铜色完全褪色现象。
Cu–2e = Cu2+ (4)
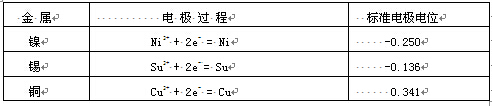
对如何解决紫铜色褪色问题人们已进行了多年的研究。Sato T,Kaminaga K等人[4]解释锡盐着色膜比镍盐着色膜较容易褪色(即锡比镍容易发生阳极溶解)现象,认为是锡盐着色过程对阳极氧化膜阻挡层的损伤较为严重,使带负电荷的电子(e)较容易穿越阻挡层(见图1B),从而容易发生电极反应(4)。因此我们曾假设在铜盐电解着色过程中,之所以出现褪色严重,是因为铜盐着色时对阳极氧化膜阻挡层的损伤严重所致,从而寻找减轻阻挡层损伤的紫铜色电解着色工艺,但试验结果均以失败告终。而比较镍、锡和铜三种金属的标准电极电位值(见表4),会得出相反的的结论,显然,阳极氧化膜孔内沉积的镍、锡和铜依次在电泳时越容易发生阳极溶解问题,不能单纯用它们的标准电极电位值大小来解释。加之铜盐电解着色在阳极氧化膜孔内所沉积的铜不像镍和锡那样总是在孔底,有时却趋于在阳极氧化膜的孔口,因此,紫铜色电泳褪色问题应该涉及一些特殊、复杂的电化学现象。
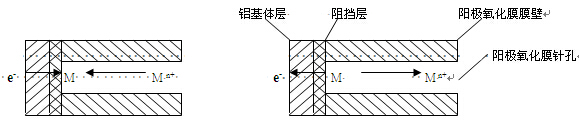
(A)金属离子阴极沉积 (B)金属原子阳极溶解
图1 金属离子沉积与金属原子溶解示意图
表4 镍、锡和铜三种金属的电极反应和标准电极电位值
①对紫铜色阳极氧化膜进行半封闭,可采用冷封闭或中温封闭。但不能对紫铜色阳极氧化膜进行完全封闭,否则在抑制紫铜色电泳褪色时,会严重影响电泳过程,阻碍电泳漆膜的形成,且完全封闭的紫铜色阳极氧化膜其热塑性降低太多,在电泳膜烘烤时不免出现氧化膜破裂现象;
②对紫铜色阳极氧化膜进行钝化处理,使氧化膜孔内沉积的铜表面形成一层钝化膜,以阻碍在电泳过程中铜发生阳极溶解;
③同时采取上述两项防止措施,防褪色效果比单独一种更稳定一些;
④对紫铜色阳极氧化膜进行80~85℃的高温热水处理。等同于①与②的保护措施,但会影响后道的电泳过程,使表面电泳膜性能变坏;
⑤在①或②的基础上,将电泳前热水洗温度控制在70~75℃,热水洗时间控制在7~10min(较高温时取上限,较低温时取下限),则防褪色效果亦比单独一种更稳定一些;
⑥对紫铜色阳极氧化膜进行二次电解着色(即在紫铜色着色、水洗后,再进行一道第二次电解着色处理)。采用单锡盐或锡镍混盐着色槽液均可,使氧化膜孔内沉积的铜表面受到微量锡与镍的保护。这种防止措施比较容易获得稳定的紫铜色,且对抑制烘烤膜裂没有负面影响,带入锡盐或锡镍混盐槽内少量的硫酸铜一般不会构成污染,因为通常硫酸铜会被锡盐或锡镍混盐槽液内所存在的还原剂还原成单质铜而沉于槽底;
4.引起紫铜色氧化膜破裂的根源及防止措施
紫铜色铝型材中铝基体的热膨胀系数(a = ΔL/L.ΔT)约为23.2/℃,是紫铜色铝型材中表面氧化膜的约5倍之大[3],如果对紫铜色氧化膜进行一定封闭或其他方式填充后,则两者热膨胀系数的差异会进一步扩大,正是两者存在较大的热膨胀系数差异,使得在加热过程中氧化膜受到共为一体的铝基体拉应力作用,而当铝基体的拉应力超过氧化膜的屈服极限后,就会导致氧化膜破裂,因此可以说在紫铜色电泳铝型材烘烤过程中,引起表面氧化膜破裂的根源是铝基体与氧化膜的热膨胀系数差异较大所致。由此看来,防止紫铜色氧化膜破裂要从减小铝基体的拉应力和提高表面氧化膜塑性两个方面考虑。如下几种措施可有效防止紫铜色氧化膜破裂:
①严格控制氧化膜厚度。一般来说,较厚的氧化膜通常塑性更差,由烘烤导致膜的裂纹愈深,使得肉眼看来更显眼,冷却后亦不易复原,氧化膜厚度宜控制在9~12?m;
②严格控制阳极氧化槽液温度。较低的阳极氧化槽液温度,使铝表面获得的氧化膜热塑性较差,因而易产生烘烤膜裂,阳极氧化槽液温度宜控制在20~23℃;
③严格控制电泳漆膜厚度。较厚的漆膜需要较长的烘烤时间,对抑制膜裂不利,电泳漆膜厚度宜控制在9~12?m;
④严格控制半封闭工艺。在控制好褪色情况下,尽量减弱封闭程度,应控制好封闭工艺参数,封闭速度不宜太快;
⑤适当降低烘烤升温速度和烘烤温度。如烘烤时升温速度越快、温度越高,则氧化膜所受到铝基体的拉应力及由拉应力产生的惯性力会愈大,就愈容易超过氧化膜的屈服极限而导致膜裂。一般控制烘烤温度为160~170℃,烘烤保温时间为30~40min。最好从室温或<50℃开始升温,从<50℃升至170℃宜控制在约60min,烘烤升温快、温度高亦易导致紫铜色褪色;
⑥优先选用“二次电解着色法”抑制褪色。该措施不会降低紫铜色氧化膜的热塑性,是一种既能有效防止褪色又不引发膜裂倾向的双优措施;
⑦在产品标准要求许可的情况下,适当减薄基材(即铝基体)厚度,以减小紫铜色电泳铝型材烘烤时铝基体对氧化膜的拉应力。
5.结束语
近几年来,紫铜色电泳铝型材作为一种新型建筑门窗材料倍受人们青睐。针对紫铜色电泳铝型材在生产过程中容易出现褪色与膜裂两大问题,在研究紫铜色电解着色机理与工艺的基础上,分析了引起褪色与膜裂问题的根源,并提出了相应的防止措施。生产紫铜色电泳铝型材因存在容易褪色和膜裂两大问题,需采取相应的一些防止措施,建议:优先选用“二次电解着色法”抑制褪色;需对生产工艺的一些主要参数进行更严格的控制,如阳极氧化膜厚度为9~12?m、阳极氧化槽液温度为20~23℃、电泳漆膜厚度为9~12?m、烘烤温度为160~170℃,且控制升温速度≯2℃/min等。生产厂家应该根据各自的实际情况,综合考虑产品质量与生产成本两大要素,选择最合适的紫铜色电泳铝型材生产工艺。


