
随着铝型材挤压工业技术的发展,对挤压模加工精度及一致性提出了更高的要求,为了保障多批次铝型材模具导流加工的一致,提高加工精度,提高机床利用率,针对上模导流加工仿照加工中心对刀原理,将标准电极通过三维定位工夹具固定到EDM机床放电加工轴,并按图纸要求进行三个自由度的定位。并将待加工上模按要求摆位,合模面垂直于机床工作台并X轴共面。
详细加工方案如下:
1. 导流电极按尺寸大小制作标准电极,方便批量制作及定位基准控制,以保证多批次加工时电极的一致性,减少石墨消耗量。
2. 制作一电极三维定位工夹具(见 图:01),以机床电极加工方向为Z轴,可对电极进行Z轴旋转,X轴旋转,及Y轴旋转,从而实现电极任意角度旋转定位。

图1
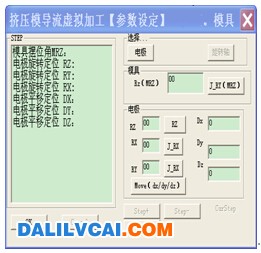
图2
3. 在3D图中绘出标准电极(有特殊要求的略加修正),将电极在模具3D图中进行预摆位,摆位角度与实际加工所需角度对应,并能将加工结果显示, 在实际加工前可对多种加工效果进行比对,从中择优使用,并制定相应加工工艺单。从而减少辅助工作占用机床加工时间,提高工作效率。
4. 石墨电极与电极三维定位工夹具连接使用统一接口,方便电极间快速更换。
5. 因使用标准电极三维定位工夹具,可在电极找正台找正电极,核对相应参数后,再将电极装入机台,按预摆位位置参数进行加工。
3D图中导流电极三维定位原理及过程说明(图3为3D图中电极摆位示例):
1. 按规格将标准石墨电极三维图在3D图中绘出(特殊的导流需略加修正,但电极定位基准不变),并放到指定起始位置。
2. 用think3 GPL二次开发电极辅助摆位小工具(见 图:02),用该工具只需将旋转或移动的数值填入文本框,按确认后,指定电极便自动移动到数值指定的位置。若位置不尽合理,只需将数值修改,再按确认即可。
3. 调用电极辅助摆位小工具,先将模具按电火花加工位置进行旋转摆位,并记录旋转参数[这里需要特别说明的是,为了方便坐标变换,在3D图中,模具是不动的,只有电极在动,模拟相互位置关系。为方便制作工艺单,将实际加工中须模具摆位的角度单独列出]。
4. 再将电极移动到待加工位置,分别绕机床Z轴,三维定位工夹具X轴及Y轴旋转摆位(图:04为 电极三维定位工夹具旋转Z轴及X轴后效果图)。
5. 应用布尔运算,显示加工效果。
6. 将摆位结果数据汇总,按指定格式输出导流电极加工工艺单。

图3
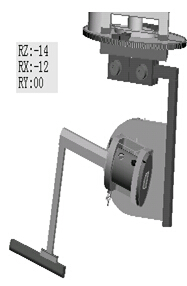
图4
导流虚拟加工、think3 GPL二次开发、石墨电极三维定位
该方案使作业员在加工前即对加工结果有较明确认知,并可事先安排较为合理的加工工艺,导流加工人员直接按设定参数加工,避免过往导流加工经验不足导致质量问题和加工效率低下,模具根据挤压结果修正时,将最终加工结果用3D返求,同时将加工参数更新,以便下次加工新模直接按最后修正结果加工,避免对同一型号不同批次模具重复修模。现电极辅助摆位小工具每次只能对单个电极控制,暂多个导流需分次完成,保存前一数据后重算。
本方案初步实现铝型材挤压模导流加工标准化、数据化,一些细节还需不断在实践中进一步完善。
摘要:论述通过think3二次开发对标准石墨电极进行三维辅助定位,虚拟加工,并制定加工工艺单实现铝型材挤压模导流加工标准化、数据化。
